
As ICs continue to shrink in size, the associated decrease of the wire-bond pads, on both the chip and leadframe or BGA, presents substantial challenges. To ensure high device reliability and minimize production costs, it is important to optimize wire bonding. Poor bond strength and low yields are often the result of contamination on the metal pads. Contaminants, such as organics from the die cure step or native oxides, are a growing concern as bond sizes decrease for advanced packaging applications. Gas-plasma technology can be used to clean pads prior to bonding for increased reliability and yields. Plasma is environmentally benign and therefore does not result in the waste disposal problems associated with conventional wet chemicals.
Plasma processing prior to wire bonding maximizes wire-pull strength and uniformity (CpK), and increases product reliability and production yield. The decreasing feature size and application of novel advanced materials in packaging result in increased manufacturing challenges, with particular impact on the wire bonding processes. The decreased size of wire-bond pads results in an increased ratio of contamination to bond size. Therefore, effective cleaning before wire bonding is essential.
Fine-pitch wire bonding requires especially clean and activated bond-pad surfaces. The application of other materials can further increase the need of pre wire-bond cleaning if, for example, out-gassing and deposition of contamination on the bond pads occurs. Further challenges occur with flash gold bond pads, which limit the power that can be applied during wire bonding. Activation of the bond pad is required. Activation, as well as contamination removal, can be achieved by the application of gas plasma.
The application of an optimized plasma process before wire bonding not only maximizes wire bond strength, but also increases the uniformity (CpK) of wire bonds. Lifts are minimized, substrate performance is enhanced, and increased product reliability can be achieved. The application of gas plasma requires knowledge about the substrate materials and the process required, as well as an understanding of the influence of key plasma parameters. Without proper process optimization, the full potential of plasma treatment will not be realized. Therefore, a step away from the ‚black box‘ mentality concerning plasma technology must be taken. Here we address plasma processing of substrates using a standard batch plasma system (figure 1).
Optimization of plasma parameters
Plasma processes must be tailored to meet application requirements. Their parameters can be adjusted to produce a physical or chemically driven process, or a combination of both. Each mechanism has distinct advantages and disadvantages with regard to cleaning bond-pad sites. The key parameters dictate whether the process is physical, chemical or a combination of these mechanisms. Variation of a key parameter in a plasma treatment recipe can strongly influence the process outcome. Key process parameters – the selection of process gas, the chamber pressure, the power applied and processing time – determine the type of cleaning mechanism and its effects.
Process-chamber pressure is determined by the gas flow rate and product out-gassing rate versus the pumping speed. For example, if a process is carried out under high-pressure (approximately 140 to 160mTorr for strips in magazines, and 250 to 400mTorr for samples outside of a magazine), and at high gas flow rate, the plasma becomes chemically more active and the physical activity is decreased. This is due to the reduction of the mean-free-path and creation of a higher number of chemically active species. The mean-free-path defines the distance an energized particle can travel before it collides with another particle in the plasma. Physical processes require low pressure (approximately 100 mTorr for strips in magazines, and 160 to 220 mTorr for samples outside of a magazine) to maximize the mean-free-path, thus optimizing particle energy and bombardment impact for efficient substrate cleaning inside the magazine. Pressure cannot be reduced too much; otherwise there will not be a sufficient amount of active particles in the plasma to clean the substrates.
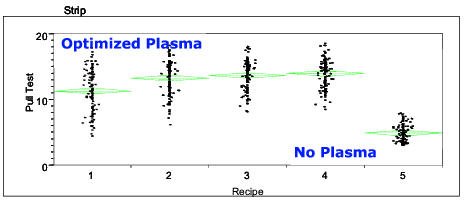
Process pressure as a function of wire-bond pull strength was evaluated for the physical cleaning of bond pads on CSP substrates treated in magazines. Argon plasma was applied with a power of 600W at a frequency of 13.56MHz. The chamber pressure was varied between 100, 120, 140 and 160 mTorr. After determination of the optimized process pressure, treatment time was varied between 7 and 9 minutes. After wire bonding, the pull strength increased due to plasma treatment at all pressure settings, whereas 120 mTorr with a 9-minute processing cycle distinctively showed the best results. Pull strength increased by 2.02g compared to the untreated sample. Furthermore, plasma treatment increased uniformity of the test data and reduced the deviation.
Plasma for improved wire bonding
The wire-bond process in the production of QFN packages can strongly benefit from pre wire-bonding plasma treatment. Specific challenges include the especially small wire and pad sizes, and the requirement of fine-pitch bonding. The ratio of contamination to bond pad size is enlarged, and the wire-bond technology is limited in the application of ultrasonic and power due to the small pitch size.
Possible contaminants include epoxy bleed-out from die attach and residues from the application of the polyimide tape. In technologies using flash gold bond pads, the pads exist in NiPdAu layers. The Pd (palladium) and Au (gold) layers are very thin. The thicker Ni (nickel) layer is extremely hard, and therefore the wire cannot penetrate into the pad during the welding process itself. Consequently, the entire bonding procedure is more dependent on the properties of the bond-pad surface, which makes cleaning and activation of the gold layer via plasma treatment essential. Flexible leadframes and very dense packaging of dies are further challenges that can be met by pre wire-bond plasma treatment. Test series, treated with argon plasma at 600W at 13.56 MHz/120 mTorr before wire bonding, showed an increase of average pull strength of 25.1% over untreated samples. The CpK was improved from 0.9 to 1.4, indicating improved uniformity.
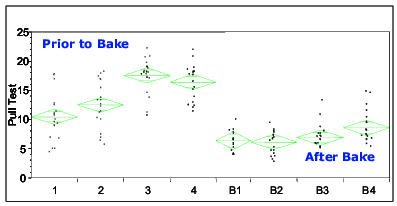
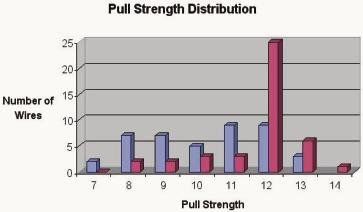
Flash gold bond pads are also an issue for wire bonding of thin-film BGA packages. In addition to fine-wire sizes, smaller in diameter than 50µm, the presence of flash gold on the bond pads presents a challenge for wire bonding. The baking process, which most thin-film BGA packages undergo after the wire bonding, can cause the formation of nickel oxides under the wire bond which decrease the wire-pull strength. Figure 2 shows the pull-test results before and after baking. Wire pull-strength is decreased after baking due to the nickel-oxide formation. Plasma-treated samples show no loss of wire pull strength after baking (figure 3).
Plasma pre-treatment proves to be especially beneficial for applications with fine-pitch structures. With decreasing feature size, it becomes more essential to remove contaminants before bonding. Use of flash gold on bond pads makes the pad-surface properties more essential. Activation, cleaning and removal of oxide layers from bond pads can be done by plasma treatment. In addition to improved pull and shear strength, plasma-treated samples also show an increase in CpK. The plasma process must be optimized. Optimization requires not only knowledge of the substrate and its requirements, but also flexibility of the plasma treatment system and an understanding of the technology behind it. In-line plasma systems offer solutions with process times of 30 seconds and less. A variety of process gases and electrode configurations (e.g., direct, downstream IFP) make it possible to tailor the optimal process to meet a variety of wire bond challenges and specific packaging applications.
EPP EUROPE 434
zusammenfassung
Mit Gasplasma lassen sich Materialoberflächen aller Art auf umweltfreundliche Art beinahe ideal vorbereiten für weitere Bearbeitungsschritte. So gehört auch das Reinigen von Oberflächen zu den bevorzugten Anwendungsgebieten. In dieser Applikation geht es darum, die Pads auf Substraten (Leiterplatten) für das Drahtbonden vorher von Verunreinigungen und Oxidschichten zu befreien. Man erreicht damit eine wesentlich höhere Zuverlässigkeit der auf diese Weise gefertigten Halbleiter. Allerdings setzt die Bearbeitung mit Gasplasma eine evakuierte Vakuumkammer voraus.
Le plasma de gaz permet de préparer quasi idéalement, de façon respectueuse de l’environnement, les surfaces de tous types aux opérations consécutives. Le nettoyage des surfaces compte ainsi parmi les applications préférées de cette technique. Dans cette application, il s’agit de débarrasser les pads sur les substrats (cartes imprimées) des impuretés et couches d’oxydes en vue du microsoudage de fils. La fiabilité des semi-conducteurs ainsi fabriqués est sensiblement supérieure. L’utilisation de plasma implique cependant l’existence d’une chambre à vide.
Grazie all’utilizzo del plasma a gas è possibile preparare in maniera ottimale superfici di materiali di qualsiasi genere risparmiando l’ambiente per ulteriori processi di lavorazione. Anche la pulizia delle superfici appartiene ad uno dei settori d’applicazione preferiti. In quest’applicazione si tratta di sottoporre i pad sui substrati (circuiti stampati) ad un processo di preparazione per la bonderizzazione dei fili, per eliminare innanzitutto le impurità e strati ossidati. In questo modo è possibile ottenere un’affidabilità notevolmente maggiore dei conduttori fabbricati con questo procedimento. Tuttavia, la lavorazione con plasma a gas premette una camera sottovuoto evacuata.
Share:








{kind=link}