

Manufactured and cleaned printed circuit boards will perform electrically, but performance will quickly deteriorate due to adsorption of atmospheric moisture, contamination of the surface with airborne ionic material, electrostatic attraction of dust to the surface etc. Conformal coatings are designed to protect printed circuit boards and related equipment from their environment. These coatings ‘conform’ to the contours of the board allowing for excellent protection and coverage, ultimately extending the working life of the PCB. The use of conformal coatings is important in automotive under-hood applications, particularly in safety critical areas, such as military, aerospace and industrial applications.
Jade P. Bridges, Electrolube Ltd., Swadlincote, Derbyshire, United Kingdom
The ideal conformal coating will have performance requirements that include good electrical properties, low moisture permeability, good chemical resistance and mechanical durability. It should adhere well to all the board materials, for example, the basic board, solder resist, copper and solders, also the numerous materials used for the components that populate the board. In many applications good thermal properties are important; with flexibility retained at low temperatures and a high retention of mechanical properties at elevated temperatures.
Recently, a new type of conformal coating has been introduced to the market with the aim of meeting the demanding requirements set down by the EU Solvent Emissions Directive. Based on polyurethane technology, it utilises a polyurethane pre-polymer as the base resin; a 100% solids material in the form of a high viscosity liquid. The pre-polymer is pre-reacted polyurethane and isocyanate where some of the functional groups are blocked. Upon exposure to moisture the reaction continues to completion, forming a tough, even coating.
This Non-VOC Coating has been created by adapting the polyurethane pre-polymer with a blend of carefully chosen diluents to ensure that all materials are reacted within the system. The diluents chosen offer a massive reduction in viscosity creating a 100% solids material at a sprayable viscosity, similar to that of solvent based materials but without the emission of any VOCs: The coating is formulated from a number of diluents including propylene carbonate. The cure profile starts with the polyurethane pre-polymer reacting with moisture in the air. This is then followed by a further reaction with the diluent blend, releasing only carbon dioxide from the reaction. The cross-linking nature of this coating means that the mechanical strength and abrasion resistance properties are excellent. The cured coating therefore is extremely tough and possesses excellent moisture and chemical resistance. Due to the reaction profile of this Non-VOC Coating it is supplied in a ready to use formulation for spraying applications. It has been tested by the worlds’ leading manufacturers of select spray equipment with extremely positive results. It has been shown that it is possible to apply the new coating type via conventional methods and with little change to the set up parameters. The coating can then be cured at room temperature or accelerated by the use of an IR or conventional oven, without any delay. This new technology offers the performance and ease of use of a solvent based coating and in addition supplies users a ready to use material with no evaporation loss. Therefore the same amount of coating will spread much further than a solvent based material and does not require costly extraction processes.
Methodology
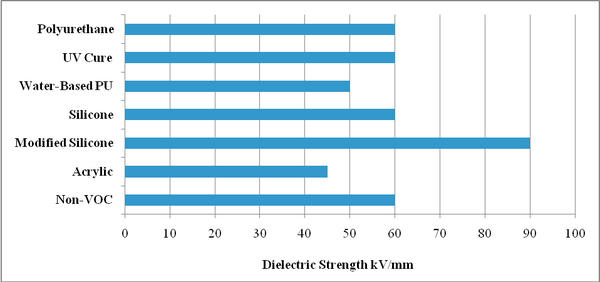
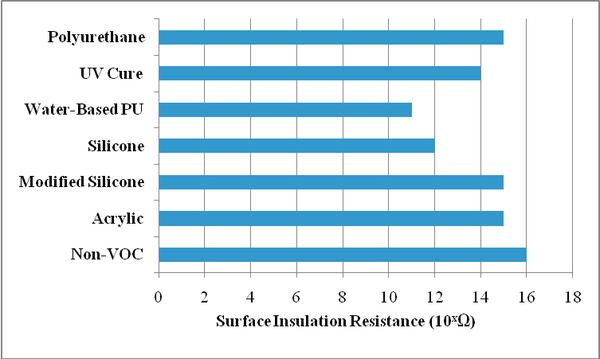
Typical standards for the electronics industry have developed over the years from specific military or defence standards to industry wide standards required for many different types of application. Some of the most highly regarded approvals include; MIL- 1–46058-C, now superseded by IPC-830-CC, IEC-61086 and UL746. These refer to the most common methods of testing to simulate the typical use of a conformal coating. Some obsolete standards, such as DEF-STAN 59/47, are also considered important within the industry but newly developed coatings can no longer be approved to these standards. IPC, IEC and UL are the three main test bodies associated with coatings for printed wiring boards. For the purpose of this study the above standards have been used as a reference and in some cases expanded upon to further establish the performance differences of this new technology against other low-VOC alternatives and well-established solvent-based materials of varying chemistry types. Unless otherwise specified, coatings were applied at 25 to 75 micron thicknesses and cured according to the manufacturers’ instructions. The evaluation of electrical properties is essential in all applications of conformal coatings to a printed circuit board, regardless of the environment it is exposed to. Typical tests, also outlined in many of the standards discussed previously, are dielectric strength, surface resistivity, dissipation factor and dielectric constant. The following electrical tests were carried out on the Non-VOC Coating to establish its performance against other coatings available on the market today.
- Dielectric strength to ASTM D149
- Dielectric constant at 100 Hz to ASTM D150
- Dissipation factor at 100 Hz to ASTM D150
- Surface resistivity to ASTM D257
- Comparative Tracking Index (CTI) to
- BS EN 60112:2003.
Environmental Tests
Environmental testing often consists of elevated levels of humidity or salt mist and general changes in temperature. A humid or salt atmosphere is created in a corrosion testing chamber, typically at around 85% humidity and 5% salt. The atmosphere is kept constant within the chamber for a set amount of time. This can vary from 24 hours to a number of weeks depending on the requirements. The surface insulation resistance (SIR) is measured before and immediately after environmental exposure. In order to meet industry standards the SIR of a coating should be greater than 108 ohms following environmental testing. SIR is also measured after a recovery time, which is typically around 15 minutes. This is where the coating is taken out of the test environment and left to recover in ambient conditions before testing. After this time the coating should have almost completely recovered back to its original SIR value.
A variety of environmental tests have been carried out according to some of the standards referenced above. The Environmental cycling tests were carried out using UL746 as a guide and the SIR tested before and after the cycling. Humidity tests were carried out on comb pattern test panels similar to those described in IPC-TM 650 2.6.3.4. The coated panels were subject to the environment and SIR and adhesion tests carried out periodically throughout the test, immediately after exposure and following a 15 minute recovery time. Salt mist tests were carried out according to IEC60068–2–11. SIR and appearance were evaluated periodically throughout the test, immediately after exposure and following a 15 minute recovery time. Conformal coatings may also be applied to PCBs forming part of a device subject to changes in temperature. Automotive applications call for ever extended temperature ranges especially where under bonnet use is concerned. Military and aerospace applications can demand even more extreme upper and lower temperatures. Thermal testing is designed to simulate all possible scenarios. Thermal cycling tests are carried out in one chamber where the temperature is changed at a set rate. One of the highest specifications in industry standards is a rate of change of temperature set at 12°C/min, covering a temperature range of approximately –25°C to +125°C. Thermal shock tests are slightly different, however. A shock test is harsher than a cycling test. Consisting of two separate chambers, one at the lowest temperature and one at the highest temperature required, the test board is passed through from one chamber to the next. This results in an immediate change to the surrounding temperature of the board. The flexibility, appearance and SIR are all evaluated following a set number of cycles through either the gradual or shock method. A thermal cycling profile was set up as per IEC60068–2–14. Coated tin, copper and FR4 panels were subjected to the thermal cycling followed by adhesion and flexibility testing as per BS EN ISO 2409–1995 for adhesion and IPC-TM-650 2.4.5.1 for testing flexibility using a 3mm mandrel. Thermal ageing tests were carried out at 130˚C for 48 hours, followed by 150˚C for 120 hours. The coatings were applied to FR4, copper and glass to establish any appearance changes, decomposition, adhesion loss or flexibility issues.
Specialist Properties
In order to achieve the high specification required to meet the majority of the accepted industry standards, additional properties such as flame retardance and resistance to mould growth are required. Solvent-based materials can be formulated to include flame retardants and biocides, as can the new polyurethane pre-polymer coating, allowing such properties to be achieved. The most recognised flammability test is UL94, which provides four levels of approval. The highest rating, V-0, requires the test substrate to self extinguish within 10 seconds following a 10 second exposure to a naked flame. The set up parameters are very specific and the final grading is achieved by taking into account the performance of 5 separate samples. Tests were conducted in accordance with the UL94 standard. With regards to mould growth, coatings can be evaluated for their ability to inhibit the growth of mould and algae. Sterility, in-can and film preservation tests have all been carried out on the new Non-VOC coating and the rating of microbial growth was measured according to ASTM5590–94 and ASTM 5589–97.
Further Testing
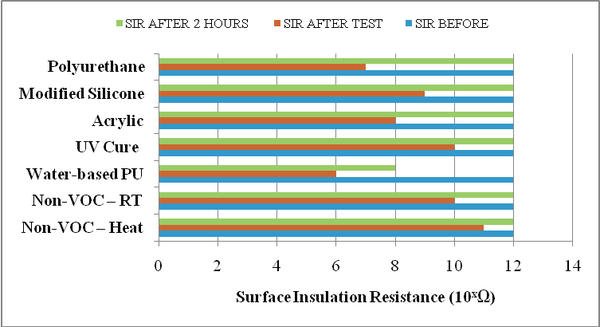
Chemical resistance, water immersion, tin whisker inhibition and resistance to corrosive gas atmospheres describe further tests that can be carried out on conformal coatings in order to establish their performance in extreme environments. Resistance of the cured coating to a variety of liquids was carried out according to IEC 61086–2. Xylene, toluene, propylene carbonate, propan-2-ol were used as the test liquids. Coated PCBs were immersed in each of the liquids for 2 minutes at 23°C. Immediately after soaking, the surface of the coating was brushed using a hard bristle toothbrush, 10 strokes in one direction. The sample was examined visually for any deterioration, removal or softening of the coating. Water immersion testing was carried out on room temperature cured and heat cured Non-VOC coating alongside many different solvent-based conformal coatings, a water-based coating and a UV cure coating. The SIR was measured in order to establish the performance of the various chemistry types following immersion in water. Coated test panels were immersed in water for 7 days under ambient conditions. The SIR was measured immediately after the test had finished and any failed boards re-tested after a 2 hour recovery period. A change from solvent-based coatings therefore means a possible change in processing parameters. Each coating has individual instructions as to how they should be handled during application. Various tests have shown that humidity’s below 20% significantly slow down the cure profile however immediate acceleration using either IR or conventional oven cure are not an issue for this new coating type. SIR measurements were taken after application and then every 5 minutes after 80˚C, 45%RH exposure. This testing was carried out against a standard acrylic solvent-based coating to establish the speed at which the coating reaches the minimum requirement for SIR.
Test results
The Non-VOC coating passed the environmental cycling test; SIR recorded as >1012 Ω immediately after the test was finished. A variety of coatings were used in the humidity and salt spray tests, therefore providing a few comparison results for the new coating. Heat cured and room temperature cured versions of the Non-VOC Coating were tested in both the salt spray and humid atmospheres however there was no significant difference in performance between the two, hence one value is quoted above for the coating. Tests were also conducted following thermal cycling and also showed extremely positive results. The Non-VOC coating passed the 3mm mandrel test for flexibility and showed no delamination. In addition, the coating also passed adhesion tests on all substrates, achieving Grade 0 – maximum adhesion. Thermal ageing tests showed that even when exposed to over 20˚C above the standard operating temperature for polyurethane based coatings, the new Non-VOC coating did not show any signs of decomposition. In addition, there was no loss of adhesion, flexibility or electrical performance following exposure to elevated temperatures. The coating did darken however but again this was not as significant as the standard polyurethane, solvent-based coating. The flame retardancy of the new Non-VOC Coating based on polyurethane technology was tested according to UL94 vertical burning tests. Mould growth tests were also conducted on the new Non-VOC Coating: Sterility tests showed that there was no microbial contamination present in the samples at the beginning of the test. Following 2 x 300μl inoculations, no microbial growth was found in the sample, showing in-can preservation of the coating upon storage. Finally, the results of the film challenge test showed no growth of mould or algae present on the coated surface. The results also proved that there was no zone of inhibition outside of the coating boundary, therefore the coating protected only the surface it was applied to and no leaching of the biocide was noted. The corrosive gas testing provided valuable information to distinguish between the different types of coating testing. Once again the Non-VOC Coating based on polyurethane prepolymer technology provided exceptional results. The solvent resistance of the new Non-VOC Coating was found to be excellent, as would be expected from a highly cross-linked, polyurethane conformal coating. The coating was unaffected by the solvents utilised under the parameters described for the test. The coating can be removed using methylene chloride based paint removers, however. Water resistance tests provided comparison results for the performance of the new Non-VOC coating vs. standard solvent based materials, highlighting superior performance of this novel coating. In this case, the heat cured Non-VOC Coating offered superior performance, indicating that maximum properties are achieved when heat cure is utilised, therefore ensuring maximum cross-linking. Finally, the new Non-VOC Coating was tested against a solvent-based acrylic to establish the time taken to reach the required SIR level and above. The solvent-based acrylic was tested after being left at room temperature for the solvent to evaporate and the Non-VOC Coating was treated as described in the methodology. The results show that the coating quickly reaches the minimum SIR requirement of 108 Ω and has comparable results to that of the solvent-based acrylic following a 15–20 minute cure schedule. The thermal cycling program has been extended by a further 20 cycles and the temperature range extended to –65˚C to +130˚C. The coating is still showing no signs of deterioration and has retained its flexibility and adhesion. The test is now continuing up to 100 cycles, after which the temperature range will be further expanded. The humidity testing is also continuing and the parameters have again been widened. The test conditions are now 65˚C, 95%RH for 1000 hours with 50V DC applied. The SIR measurements will be taken periodically as recommended by most common standards and the coating is being tested alongside some of the solvent-based conformal coatings available on the market today.
productronica, A4.271
ZUSAMMENFASSUNG
Der Artikel vergleicht anhand verschiedener Tests, die gemäß einer Reihe von Standards durchgeführt wurden, auf dem Markt befindliche Schutzlacke miteinander. Im Fokus steht dabei der auf Polyurethan Pre-Polymer Technologie basierende Non-VOC Schutzlack.
A la lumière de divers tests effectués sur la base d’une série de standards, l’article compare les vernis existant sur le marché. L’attention est portée sur le vernis Non-VOC reposant sur la technologie des prépolymères polyuréthane.
Share:








{kind=link}