
Since miniaturisation and efficiency became keywords of modern technologies, manufacturers have to face steadily increasing requirements that are often hard and sometimes even impossible to meet using established production methods. With the multilayer screen and stencil printing technology which combines additive manufacturing and mass production, the Fraunhofer Institute for Manufacturing Technology and Advanced Materials IFAM, Branch Lab Dresden is setting new standards concerning build rate and capabilities in additive manufacturing.
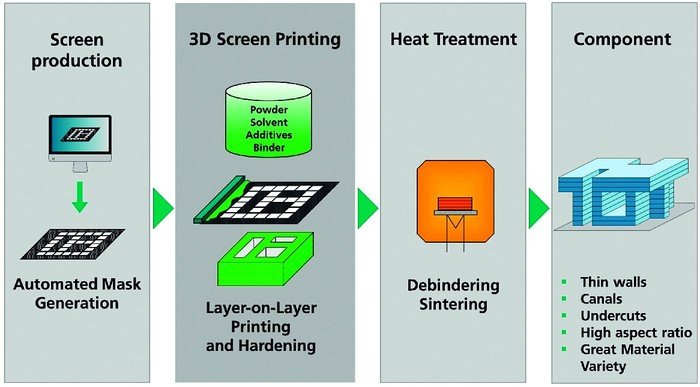
Fraunhofer Institute for Manufacturing Technology and Advanced Materials IFAM, Branch Lab Dresden is working on the 3D screen printing technology, which is based on the well-established 2D screen printing method since 2009. In an adapted process cycle it is possible to print multilayers of the desired layout on top of each other to generate 3D structures. Layer by layer a binder stabilized green part is built which has to be heat treated to full density subsequent to the printing process.
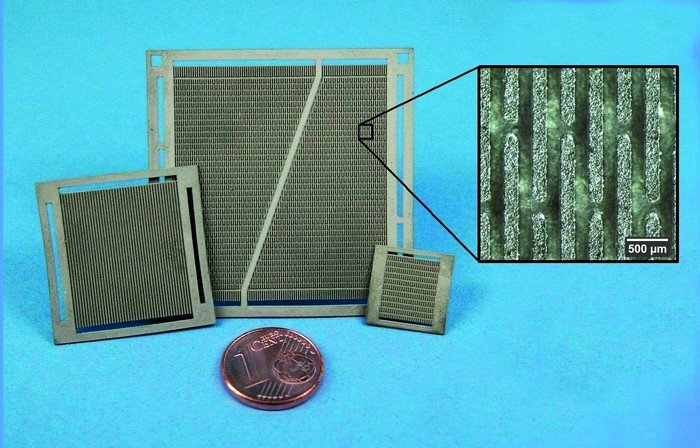
By performing screen changes during printing it is possible to vary the layout and thus the components geometry in z-direction in order to build complex 3D components. Key technology is the printing paste, which has to be developed individually with regard to the layout and used powder. Sensitive rheologic parameters and intrigate process settings allow for the preparation of delicate components with a minimum line width of 60 µm and an aspect ratio of more than100. As no supporting powder bed is used even hollow structures (canals and cavities) and undercuts are producible without subsequent machining. This provides the opportunity of new revolutionary part designs in many different applications.
To date many different materials with a powder size between 7 µm and smaller than 3 µm have been processed successfully. According to the institutes specialization metals and alloys such as copper, steel, iron, titanium or refractory metals and rare earths have been standing in focus of RD. The variety of printed components ranges from bipolar plates, micromixing plates, structured magnetic parts and heat exchangers to medical applications as implants or medical technology devices as well as aeronautics and automotive, to name a few. Nearly every field of application can be addressed – especially, but not inclusively if components sizes are small and difficult-to-machine materials are involved this powder based production method unlocks its real advantage.
As the screen printing technology is not limited to the materials composition, almost any given powder can be processed to a 3D screen printing paste and the variety of printed materials is increasing steadily. With that in mind also ceramics and glasses are of great interest when it comes to electronic applications or mechanically and chemically demanding working conditions such as valve sealings, tribological parts, heated nozzles or electric contactors.
Functional components by 3D multimaterial screen printing
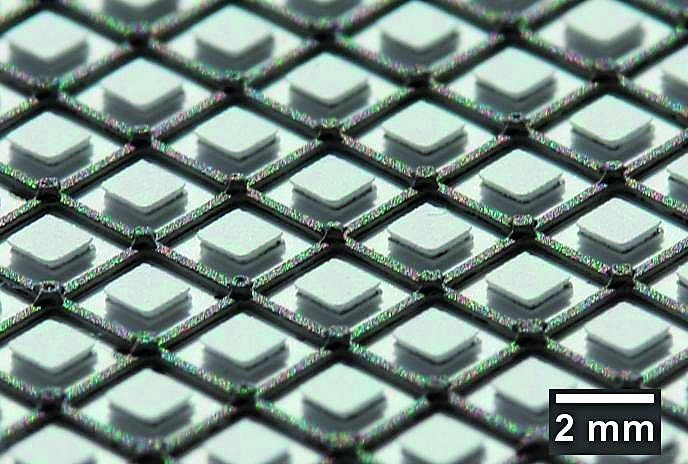
With this new technology unprecedented multimaterial parts combining metal conducting paths and ceramic insulation sophisticated electric circuits can be built in one step. In cooperation with the Fraunhofer Institute for Ceramic Technologies and Systems IKTS this new field is going to be investigated explicitly. In the near future a printing and burning process is going to be developed to produce multimaterial functional components made of metal and ceramic materials. Due to the sophisticated printing of paste next to and onto already printed 3D structures the screen has to be changed in a defined sequence and aligned perfectly to avoid flaws. Experiments proved the feasibility of this concept: 3D test pattern could be printed with a linewidth of 150 µm and printed samples of copper and ceramic were sintered without cracks to a density of more than 92 %.
Since the printing and burning steps are executed separately it is possible to apply an adapted heat treatment to meet both materials requirements. For this reason 3D screen printing is the most promising additive manufacturing method today to be able to fabricate functional components consisting of two or more materials in one step. The potential fields of application are literally endless and include electromagnetic energy converters such as electric motors, and generators, electromagnetic switches, integrated sensors, RFIDs, relays and many more.
With regard to the steadily rising requirements for more complex components, Ekra Automatisierung GmbH and Fraunhofer IFAM developed the world’s first machine, which was exclusively constructed for 3D screen and stencil printing. Its high precision, air-conditioned process chamber and new control system sets a milestone and opens new potentialities for further challenging 3D printed parts. The two table setup allows high build rates up to 160 cm³/h, which makes it faster than many other 3D-printing technologies as for example selective laser melting (SLM) with about 40 – 80 cm³/h. The developed 3D screen and stencil printing machine constitutes a first step towards the industrial usage of this growing technology. Advanced setups with several printing stations and tables will be able to manufacture more complex parts en masse. An enlarged five-table setup with optimized process steps can increase the build rate up to about 1000 cm³/h using a doubled table size of 400 x 500 mm. Depending on the components geometry this setup leads to a mass production of up to 7.000.000 parts per year at a components dimension of 2 x 2 x 7 mm³. Such mass production machine concepts are currently in consideration with industrial partners. But what if even higher built rates are needed for economic production lines?
Stencil printing of 3D components
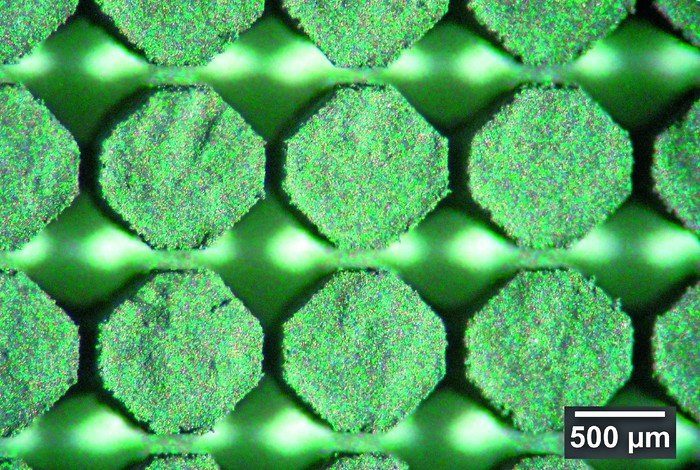
Looking at the high demand for additive manufactured 3D screen printed parts at high built rates there is one question that arises inevitably: Is it possible to produce 3D structures using the stencil printing method as well? The 2D stencil printing technology is favored for its high layer thickness in many printing situations. In comparison to screen printing, no threads can influence the printing quality and cause moiré pattern, especially when thick threads have to be used to achieve high layer thicknesses. Geometric limitations can be extended by a specially adapted stencil technology which allows freestanding layout designs. In first printing trials a simple octagonal testing layout could be printed with several layers. The layouts lateral dimension has been about 900 µm and the average layer thickness was 300 µm. While the attainable resolution is inferior to screen printed parts, build rates can be many times higher. There are still open questions concerning printable geometries (undercuts, aspect ratio, constant quality of high structures), resolution and optimized process cycle that are currently investigated. We are now looking forward to evaluate the potential of this printing method.
For more detailed information please visit us at the Inprint exhibition (hall A6, booth A47), which is held right next to productronica trade fair on 10–12 Nov in the Munich Trade Fair Centre.
Share:








{kind=link}