With electronics proliferating into every facet of our daily lives, they are also being subjected to harsher service environments. This fact, coupled with a need for increased reliability, has designers and materials manufacturers working furiously to develop products and materials to satisfy these application requirements. A prime example of this merger of high reliability and harsh service conditions is the rapid development of mixed energy powertrains and autonomous automobile capabilities. Ford Motor Company says a 2017 GT model has more computing power than an F-35 fighter jet! In both of these applications, and in numerous others, the electronics are expected to perform flawlessly in harsh environmental conditions for many years.
High volume manufacturing requirements and the rapid deployment of low stand-off components has driven designers and manufacturers to adopt no-clean processes. A no-clean strategy dramatically reduces expenses by eliminating the need for a post-soldering cleaning process. Many QFN and LGA manufacturers recommend/mandate a no-clean process as the complete removal of flux residues, under this style of component is becoming more difficult as tolerances decrease and component density increases. This creates an intractable conflict with the recommendations of conformal coating manufacturers: for maximum long term reliability. The best practice in this case may be to follow the old adage, when in doubt – just clean. These conflicting recommendations leave many electronics companies with the difficult decision to violate the guidance of at least one of their supplier recommendations with the most common question being, “can we apply conformal coating over no-clean flux residue?”
No industry standard compatibility test
One very well-known conformal coating manufacturer estimates that 80 % of conformal coating (by volume) is applied over no-clean flux residue. If there is security in numbers, adopting this strategy is an established approach. However, the challenge lies in determining the compatibility of the materials to be used. As of right now, there is no industry standard testing for establishing compatibility between flux and coating materials. Applying existing reliability test criteria for fluxes and coatings to a specific material set is a practical approach. The first step is to define the application reliability requirements, costs, and manufacturing capabilities. A basic understanding of the available coating technologies is required to do this.
Solder/flux manufacturers develop products focusing on several key areas with the soldering performance being the most critical issue. This includes solder joint attributes such as wetting, voiding, and joint strength. Flux residue also receives a great deal of focus because the only materials on the substrate/PCB after soldering are the solder joint and the flux residue (more on residue later). Other considerations are paste print functioning which includes transfer efficiency, stencil life, shelf life, etc . The coating and cleaning attributes of no-clean solder residue can only be addressed after these more critical functions are satisfied. Therefore, there are paste and flux products that exhibit poor compatibility with coatings due to developmental priorities.
Test methods and pass/fail criteria
Without an industry specification to determine compatibility between coatings and flux residues, designers and assemblers have to develop their own test methods and accompanying pass/fail criteria or rely on the experience and recommendations of their vendor base. AIM has collaborated with multiple major coating suppliers on a variety of customer applications to understand how different material sets will perform. The test approach has been to merge the pertinent specifications from the IPC J-STD-004 A/B and IPC CC-830 conformal coating specifications to provide insight as to how the materials will perform in the field. Solder paste, liquid flux, and cored wire residues were all subjected to the same battery of tests.
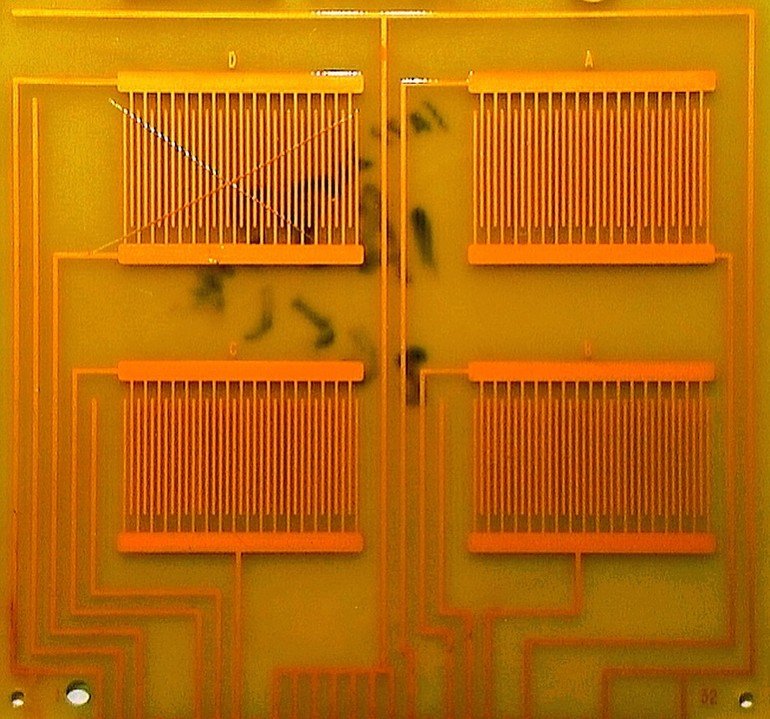
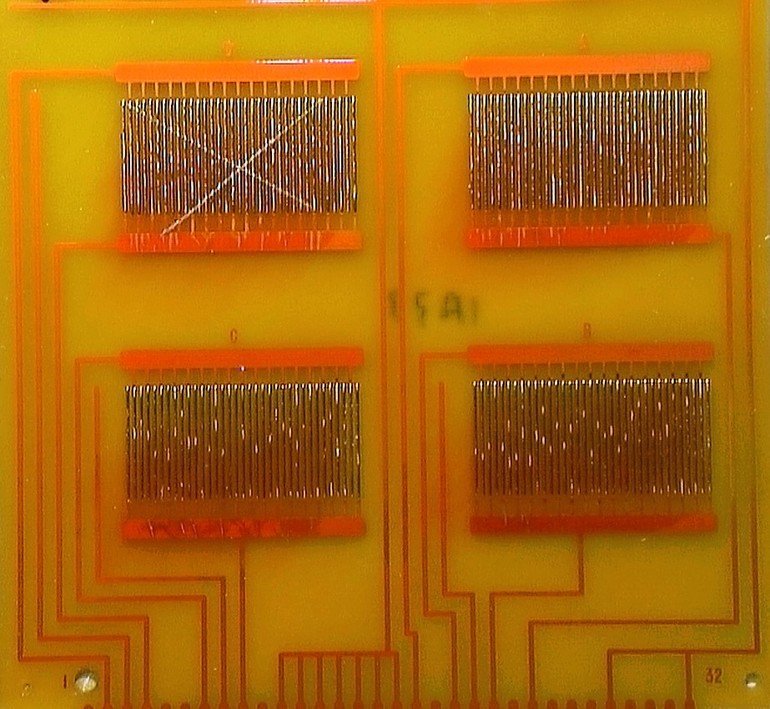
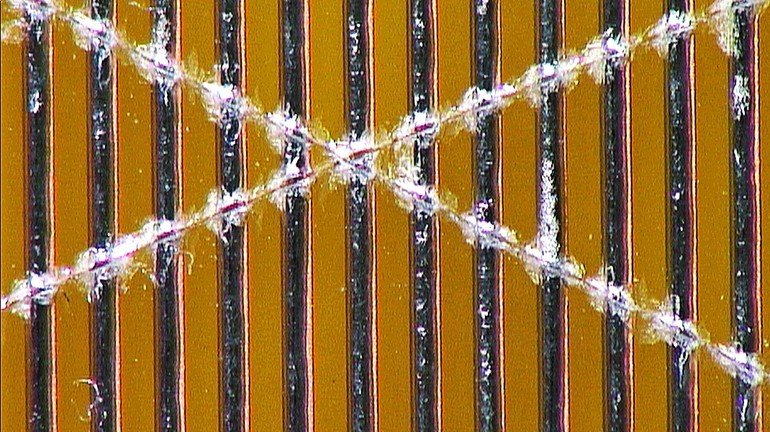
The first test performed was visual inspection. B-24 SIR test coupons were selected as the test vehicle because the coating thickness is consistent, they do not introduce topographical variability, they are inexpensive and all three tests could be executed on the same style test coupon. After applying flux on coupons, they were coated and cured per the coating manufacturers recommendations. Adhesion issues were usually readily apparent at the time of coating with non-wetting, mealing, or blistering appearing right away. Liquid fluxes were more prone to fail at this point in the process which was attributed to the wetting agents used in the flux and the fact that the residue was present globally, whereas paste and wire residues are location specific. Materials that failed visual inspection after coating was applied were deemed incompatible and did not receive further consideration.
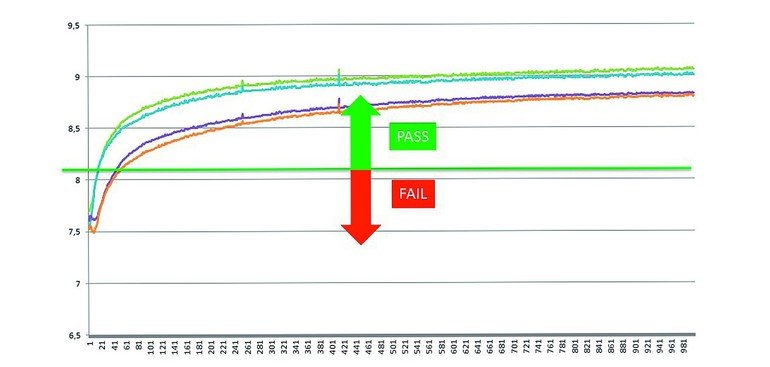
The second test performed was surface insulation resistance (SIR) testing per J-STD-004 A/B. This test is common to flux manufacturers and establishes the insulative properties of the flux residue under temperature and humidity conditions that promote electrochemical interactions/migrations (40° C/90 % Rh). An apparent failure is any reading under 100 MΩ.
Dozens of flux and coating combinations were subjected to these tests and patterns emerged between different classes of coatings with different types of residues. Some flux/coating combinations failed outright, due to what was hypothesized to be either an inhibition of curing not detected at the time of coating or a third product forming when the two materials combined. Some material sets showed little change versus uncoated residues while others showed significant changes with coating applied.
Thermal shock testing under a wide range of parameters was also performed to understand how the coating durability was affected when applied over flux residue. Again, dozens of material sets were tested and patterns emerged. In general, a liquid flux that passed the visual test also passed thermal shock adhesion testing, regardless of coating technology. Paste results were much different, low modulus coatings such as silicone easily passed thermal shock adhesion tests, but more rigid coatings such as urethane acrylate, exhibited fracture and delamination much earlier and in a narrower temperature range. Surprisingly, exposure to lower temperatures (-20° C) had a more deleterious effect on coating adhesion than at high temperatures. The hypothesis formed was that the paste residue and coating softened at elevated temperatures lessening the CTE (coefficient of thermal expansion) mismatch between different materials, whereas the CTE mismatch was magnified at low temperature.
Practical experience has also shown that coating over flux residue will not prevent corrosion and electrochemical failures due to improper flux selection or improper flux application. Therefore, it is imperative that the assembly processes are fully vetted for potential sources of ionic contamination. This is especially true if migrating from an assembly process incorporating a cleaning process as practices and procedures will need updating.
In summary, applying conformal coating over no-clean fluxes/pastes is a viable process. Careful process development, material testing and selection are keys to achieving the desired reliability characteristics.
productronica, Booth A4.409
Zusammenfassung Résumé Резюме
Zunehmend geht man in der Fertigung von Mikrolektronikschaltungen dazu über, auf die bisher oft noch obligatorische Reinigung nach dem Lötvorgang zu verzichten. Zum einen haben die Packages wie QFN und LGA sehr niedrige Leiterplattenabstände (Stand-off), deswegen lassen sich die Löt- und Flussmittelrückstände aufgrund der eingeschränkten Maße und hohen Packungsdichte nur noch sehr schwierig entfernen, wenn überhaupt. Und zum anderen können damit Kosten und Durchlaufzeiten in der Fertigung reduziert werden. Will man Schutzbeschichtungen allerdings direkt auf die Prozessreste nach dem Lötvorgang auftragen, müssen die Lötmaterialien (Paste, Fluxer) sowie die selektive Beschichtung unbedingt bestens kompatibel zueinander sein.
De plus en plus, dans la production de circuits microélectroniques, le processus de nettoyage, qui est obligatoire après la soudure, n‘est pas toujours effectué. D’un côté, les paquets, tels que QFN et LGA, ont peu d‘espace sur une carte de circuit imprimé (distance de sécurité), de sorte que la soudure et les résidus de flux sont très difficiles à enlever, à cause des dimensions limitées et de la densité d‘emballage élevée. Mais d’un autre côté, les coûts et les délais de production peuvent être réduits. Cependant, si des revêtements protecteurs sont appliqués directement sur les résidus du traitement après la soudure, les matériaux de soudure (pâte, fluxer) et le revêtement sélectif doivent absolument être compatibles les uns avec les autres.
Все чаще при производстве микроэлектроники происходит отказ от прежде обязательного этапа очистки по завершении пайки. Это обусловлено тем, что микросхемы в корпусах QFN и LGA характеризуются малым зазором между корпусом микросхемы и печатной платой (stand-off), поэтому остатки припоя и флюса вследствие небольших габаритов и высокой плотности монтажа элементов удаляются с большим трудом или вообще не удаляются. Отказ от этапа очистки также позволяет снизить затраты и длительность цикла производства. При необходимости нанесения защитного покрытия непосредственно на технологические загрязнения по завершении пайки следует обратить особое внимание на совместимость материалов, используемых при пайке (пасты, устройства нанесения флюса), и селективных покрытий.








{kind=link}