

Part of the Kyocera AVX Group, Kyocera AVX Components (Dresden) is a manufacturer of temperature, pressure, and liquid sensors. For more than 25 years, the company has been developing products for automotive manufacturers and their partners, and then transferring them for manufacture to its production facility in Klingenberg (near Dresden).
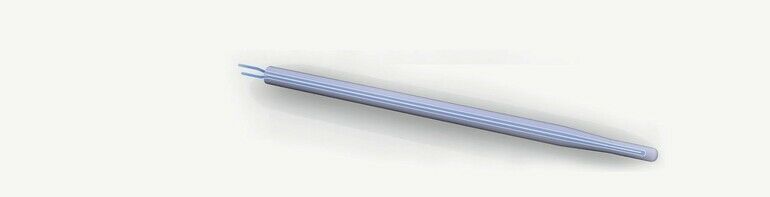
Early in the production cycle, the company uses x-ray systems to detect defects in the outer casing and inside its temperature sensors. Until recently, this inspection process was undertaken by manual X-ray systems (MXI). Temperature sensors were inserted by hand into the system and manually assessed by specialized personnel. Constantly increasing demand in recent years has, however, meant the company needed to find an automated solution. For this it required an automated X-ray system (AXI) able to load and evaluate several temperature sensors automatically. Whichever machine was selected also needed to deliver a cycle time of no more than 4 seconds per sensor. After extensive benchmark tests with several AXI manufacturers, the company chose the X-Line by Göpel electronic. Minor modifications were made to the system to enable it to fully inspect the temperature sensors in multi-shift operation.
Carriers with 3D printing
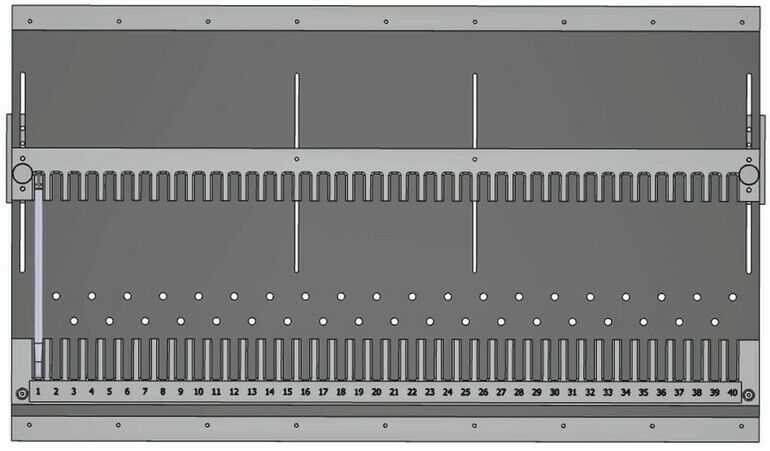
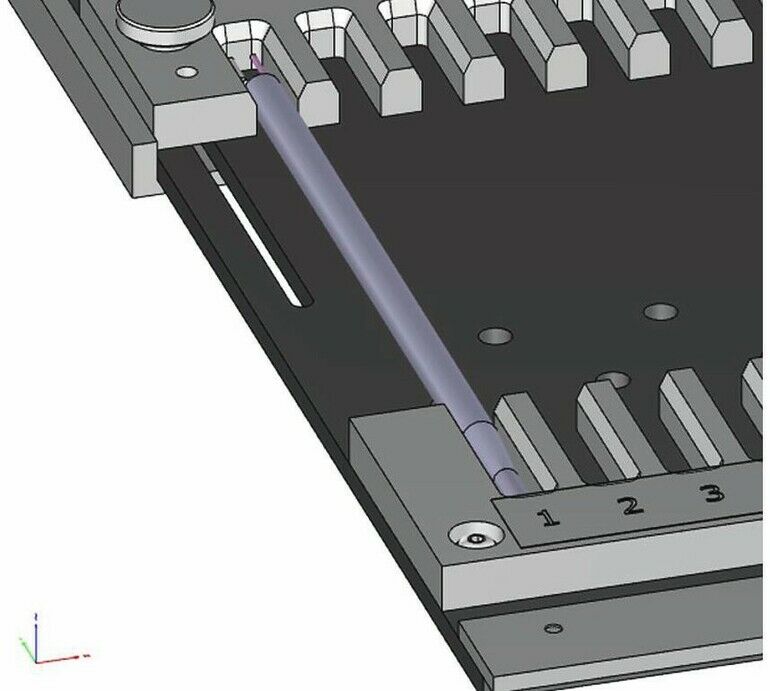
In order to be able to automatically load and inspect up to forty temperature sensors, Göpel first had to develop a suitable carrier. It needed to be light, stable and as flexible as possible to accommodate sensor lengths from 60 mm to 150 mm. Ergonomics and durability were also considered. “We decided in favor of carbon as the base material in combination with 3D printed components and milled plastic elements”, explains Andreas Türk, Product Manager X-ray Systems. “This combination is light, stable, and cost-efficient. In addition, the base plate, made of carbon, is almost transparent in the X-ray image due to its low density”, says Türk. Several of these 420 mm x 200 mm carriers are in circulation during the manufacturing process and up to three carriers are in the X-ray system at the same time. “We have a three-part transport system in the X-Line. This allows us to load, unload, and inspect in parallel. This saves handling time and thus reduces the overall cycle time,“ adds Türk.
Improving the depth of inspection
In order to increase test depth, it was necessary to irradiate the pin-shaped temperature sensors from different directions. To achieve this, a motorized unit with a rubberized push rod was integrated into the system. The push rod enables all forty temperature sensors to be simultaneously rotated by a few degrees. During the inspection process, three successive X-ray images are taken. After the first is taken, all temperature sensors are rotated a few degrees by the push rod and a second image is taken. The sensors are then rotated again by a few degrees and the third and final X-ray image is taken. By evaluating images taken from three different rotational angles, the level of detail available for analysis is massively increased (as not all failures can be found by inspecting from just one direction). Göpel’s internal working title for this customized rotation unit was “the sausage flipper” – fitting for a company based in Thuringia, land of the Bratwurst.
Another factor which contributed to the success of the system is the X-ray imaging itself. The images are captured using digital line scan detectors. This was the only way to maintain the cycle time requirement while at the same time delivering a high resolution of approx. 10µm/pixel.
Inspection using AI
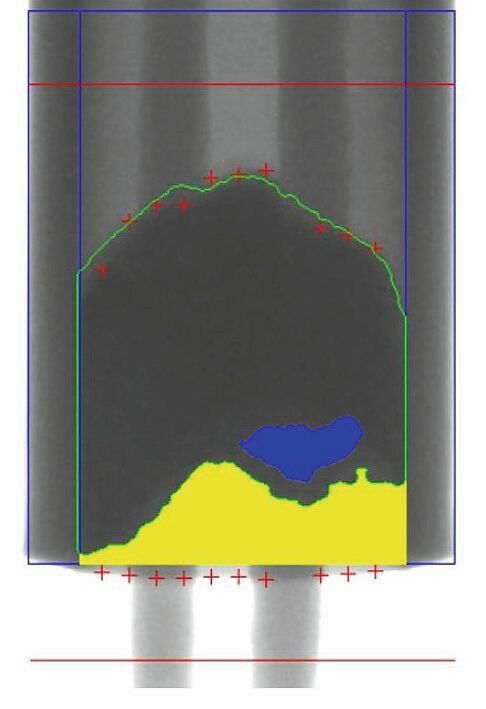
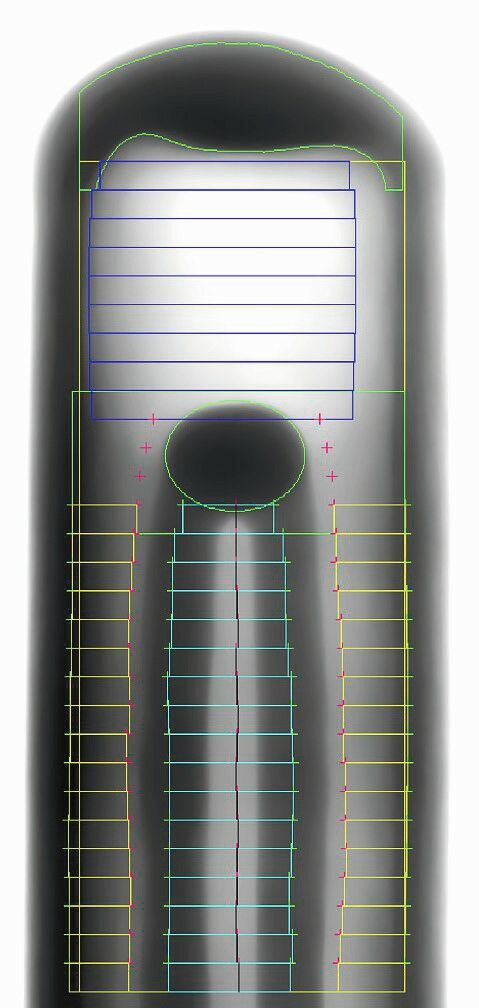
The x-ray images produced by the AXI are analyzed within several project-specific test functions. In addition to the tip of the temperature sensor, the closure at the lower end must also be inspected. There are separate measurement and inspection tasks for each area. In the area of the sensor tip, the wall thickness, the distance between the inner wires and the inner wall, the welding of the wires, and the thickness of the sensor tip are tested, along with other things. In the area of the closure at the end of the sensor, wall thicknesses and distances are tested, as well as the protrusion of the enclosure material in several directions.
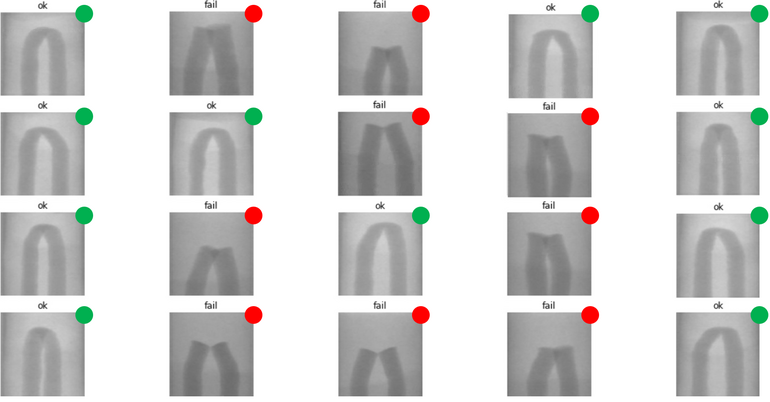
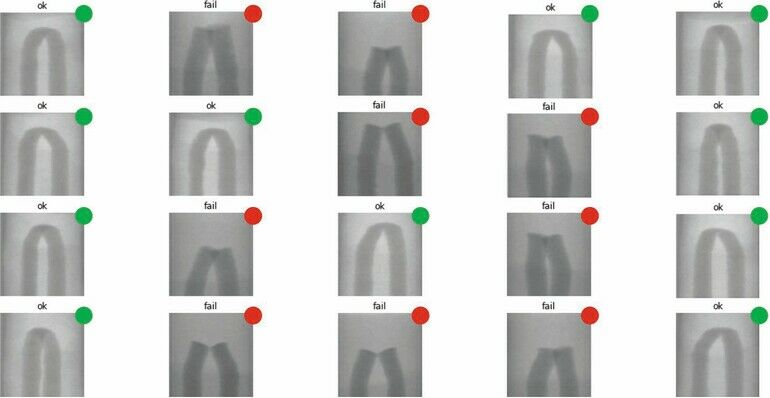
“We were able to solve the majority of the customer’s requirements using conventional image processing,” says Winfried Löther, head of the artificial intelligence project team at the company. “There was, however, one inspection task that was very difficult to integrate using standard approaches. To overcome this problem, we trained an AI model.” The task in question involves the evaluation of a welded joint in which two wires have been welded together inside the temperature sensor. Assessing this specific joint is quite simple for humans, but complex for a machine, as the joint is always viewed from different angles. This is where artificial intelligence came to the rescue. “To train the AI, we used a large number of real and simulated images to create a robust AI model,” explains Löther. ”Parameterizing the AI test function is exceptionally easy. It works without any configuration parameters and is activated by just a few clicks.”
Turnkey solution
The AXI system was seamlessly integrated into the production environment at Kyocera AVX Components. The sensor provider ultimately decided to make it an off-site solution consisting of the AXI system with two external conveyor modules and a separate verification station for inspecting and removing any faulty parts.
To kick off the process, material and production order numbers are scanned using a hand-held scanner mounted on the AXI. The X-Line system then uses this data to load the appropriate test program. The operator then places a loaded carrier on the input conveyor in front of the AXI system. The carrier serial number is read using a code reader installed in the system and automated loading and inspection begins. All inspection results are stored along with serial number in a database. This ensures that any failure found can be clearly assigned to the corresponding carrier at the downstream verification station. It is then easy for an operator to evaluate any defects that have been identified. In addition to x-ray images, measured values are also available. This results in a significantly higher throughput with increased inspection coverage when compared to manual inspection techniques. The fully automated inspection also eliminates the possibility of human operator fatigue as a source of errors.
electronica, Stand A3.351
Zusammenfassung Résumé Резюме
Verkürzte Gesamttaktzeit und verbesserte Prüftiefe beim Test von Temperatursensoren durch ein automatisches Röntgensystem als Insellösung mit zwei externen Bandmodulen sowie separatem Verifikationsplatz.
Temps de cycle total raccourci et profondeur de contrôle améliorée lors du test des capteurs de température grâce à un système à rayons X automatique en tant que solution isolée avec deux modules de bande externes ainsi qu’un poste de vérification séparé.
Сокращено общее время цикла и увеличена глубина испытаний при проверке датчиков температуры с использованием автоматической рентгеновской системы в качестве изолированного решения с двумя внешними ленточными модулями и отдельной станцией проверки.








{kind=link}