
The application of conformal coatings across a plethora of electronics systems is widely accepted as common practice in today’s manufacturing environment. The different methods of application vary nearly as much as the types of coating chemistry available, from dip coating water based to aerosol acrylics. What is not so well known is the level of work and research that is invested by conformal coating vendors to ensure that the products perform. In this article we look at just what is entailed in this process and what considerations need to be made before a company such as HumiSeal can confidently launch products, such as its recent 1H20-AR3 water based acrylic conformal coating, to the industry at large.
This water based acrylic conformal coating is designed to answer the problem faced by existing water based coating products. Specifically it needed to:
- 1. Have high solids – current solvent based acrylic solid content are at about 23% solids where as the water based 1H20-AR3 has 42% solids
- 2. Be fast drying
- 3. Give excellent adhesion properties compared to equivalent solvent based technology
- 4. Deliver superior electrical performance, as well as resistance to chemicals
The result is a product that exhibits similar performance characteristics to solvent based acrylic technology, but has very low odour levels and is non-flammable, thus reducing fume extraction demands. The technology of the product is based on an emulsion of hydrophobic polymers that requires no thinning because the material is supplied at the correct viscosity for the application method.
Environmentally friendly
The product was especially designed for in-line dip coating applications, such as the automotive sector that cannot use UV curable technologies (traditionally applied by a selective coating method) because of the design of their boards. The goal was to find a solution that would be suited to users who prefer the concept of water based coatings but have been put off by extended cure times normally associated with this method. It was also important that the final product was not only environmentally friendly and cleaner for operators by reducing VOC (Volatile Organic Compounds) emissions dramatically, but also meet the specification requirements of MIL-46058C, IPC-CC-830, and UL746.
Ease of application / visual inspection
Having water based technology means that the coating has a milky white appearance during application (when it is wet). This is a valuable asset to operators giving them an extra visual aid to enable them to judge coating coverage during the application process. This means it is possible to optimise application parameters easily, therefore increasing the performance of the material on the printed circuit assembly. During the drying process the white colour gradually disappears, leaving a completely transparent film that glows blue under a long wavelength UV light, enabling further visual inspection if required.
Curing process / thermal profile
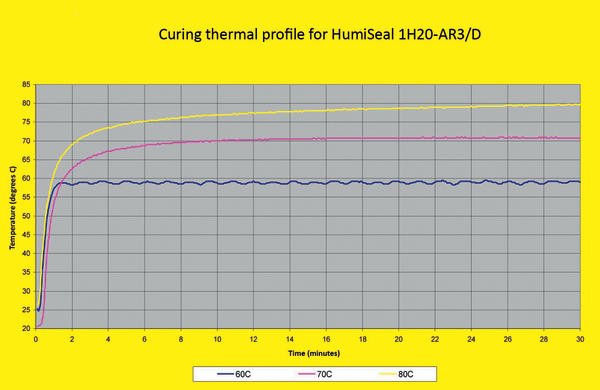
The process of curing occurs by water evaporation. The result is a 100 µm wet film thickness that is tack free within 20 minutes (allowing boards to be handled). After a 24 hour period at room temperature all the remaining residual water has evaporated and the coated boards are then electrically ready to test. The graph below (figure 1) illustrates the various thermal profiles that were tested during the development of 1H20-AR3 with maximum peak temperatures of 60 °C, 70 °C and 80 °C. During these tests, a ‘flash off’ zone of 10 minutes at room temperature was allowed to enable the majority of the water to evaporate naturally prior to starting the accelerated curing at elevated temperatures.
Weight loss study on curing
Weight loss of the coating was also monitored during these curing tests to establish the levels of residual water left in the coating at the end of this process. The results shown in the table below are based on a film thickness of 100 µm wet when applied and represent the percentage of residual water left in the conformal coating /table 1). After 30 minutes at elevated temperature, 98.4 to 99.7 % of the water had successfully evaporated. After 24 hours at room temperature the residual water was measured at a very low level between 0.17 to 0.64 %.
Electrical properties: surface insulation resistance
So what would be the impact of the residual water on the electrical properties of the coating? Surface Insulation Resistance had to be monitored as a function of curing stage. The test was performed under ambient conditions 25 °C/50 %RH and evaluated under different curing stages: wet, semi-wet and fully cured. The table above (table 2) summarises the test results. The test results showed that the electrical performances are reached after 30 minutes under the lowest thermal profile at 60 °C. This means that a real printed circuit assembly could be reliably electrically / functionally tested without any problems of residual water interfering with the functionality of the end assembly.
Chemical resistance test
It was important to also test the chemical resistance performance of HumiSeal 1H20-AR3 to ensure that it was able to match existing equivalent solvent based technology. In order to do this a method known as drop testing was used. Metal panels were coated with both the new water based conformal coating material and its solvent based equivalent. The panels were then fully cured in order to achieve maximum chemical resistance properties of each material. Each coating specimen was tested with three drops of each chemical, surrounded by a polypropylene ring to enable constant contact of the chemical onto the conformal coating. The test was performed in duplicate on the metal substrate for each coating specimen under specific conditions:
- Temperature : 22 to 25 °C
- Relative humidity: 40 to 50 %
- Test duration: four days
- Dry film thickness: 50 to 60 μ
To ensure that the conformal coating subject was constantly in contact with the chemicals during the four day test cycle, extra chemical fluids were added depending on the rate of evaporation. The chemicals tested were solvents, alkaline solutions, acid solutions and automotive fluids, such as transmission oils, diesel and antifreeze. On completion of the test the metal panels were then examined under both white light and long wavelength ultraviolet light to examine what, if any, damage had occurred.
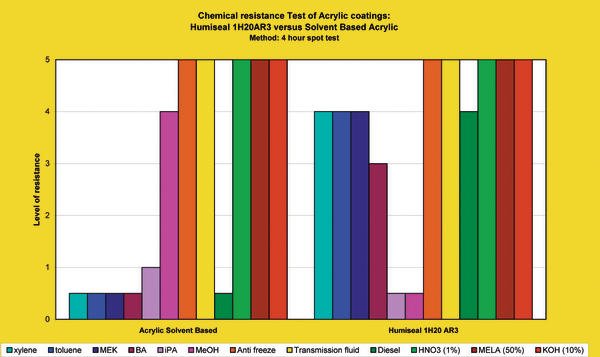
The qualitative observations were scored against the quantitative values shown below (table 3). The results are summarised in the graph below (see figure 2). The results showed that the water based 1H20-AR3 exhibited higher chemical resistance to solvent based chemicals such as ketones (MEK), aromatic type (xylene, toluene) and ester based (Butyl Acetate). The solvent based coating performed better on alcohol type fluids such as isopropyl alcohol or methanol. Both materials also exhibited similar performance characteristics against automotive fluids except for diesel fluid. In this instance HumiSeal 1H20-AR3 performed better.
Adhesion
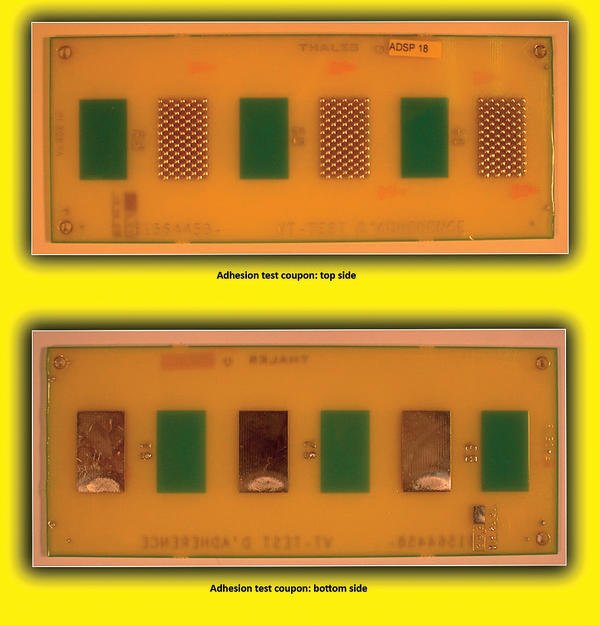
The final area of testing looked to determine the product’s levels of adhesion to various substrate materials and other elements used in printed circuit assemblies. In particular, it is vital that the product performs well when coating various types of solder resists and metal finishes. The performance of 1H20-AR3 was evaluated by an accredited external laboratory in accordance with the industry standard IPC TM 650 method 2.4.28.1 (tape test method). The customer had evaluated various water based coatings and HumiSeal 1H20-AR3 was the only product that was able to successfully pass the test process. Adhesion performance of the conformal coating was performed both before and after various test scenarios (see figure 3), such as thermal shock cycles and humidity/temperature ageing and evaluated on FR 4 substrate, and various types of solder resists and metal finishes (Sn and NiAu).
Results
Regardless of the solder resist and the metal finish, the product successfully passed all of the test parameters. Whether at T 0 or after 100 cycles of thermal shock or 500 hours under high humid condition, there was no sign of delamination. Water based technology is more sensitive to the substrate quality, because of its higher surface tension and the absence of solvent that enables:
- To “clean” / treat the board before coating
- To reduce surface tension of the liquid material to help wetting phenomena
It is well known that water based technology has its limits when it comes to adhesion, especially when the substrate is contaminated and submitted to a harsh test regime. HumiSeal 1H20-AR3 has been proven to defeat all challenges and out perform its competitors in all areas.
Conclusion
As illustrated there is a long process of testing and refinement that needs to be implemented before a conformal coating can be taken to market. Electronics assemblies continue to be subjected to increasingly harsh operating environments and the complexity of these assemblies continues to develop. Compounding these technological advances is the increasing pressure for companies to reduce their environmental impact. When it comes to conformal coatings it is very difficult for companies to strike an effective balance between applying a coating that effectively meets the challenges and yet answers the call of the environmentalists by reducing VOC emissions. The extensive development and testing that HumiSeal 1H20-AR3 has been subjected to illustrates how far companies have to go to answer these problems. The launch of this product now means that manufacturers have access to a fast air drying acrylic coating, developed on water based technology and designed specifically for dip coating. It effectively delivers protection to printed circuit assemblies against a wide range of contaminants with good adhesion on various types of solder resists and metal finishes. When these facts are combined with the low odour, non flammable characteristics and standards approvals that are achieved, it becomes clear why manufacturers such as HumiSeal are leading the way in the development of conformal coating technology. By understanding not just the chemical properties of its products, but the whole manufacturing process, the company can be sure that its products will effectively meet the demands of this fast moving industry.
SMT, booth 8-302, NEW UK, D 71
EPP Europe 430
zusammenfassung
Mit der Einführung dieses Produktes haben Hersteller nun Zugang zu einem schnell lufttrocknenden Acryl-Schutzlack, der auf wasserbasierender Technologie entwickelt wurde und speziell für die Tauchbeschichtung bestimmt ist. Er schützt PCBs gegen eine Reihe von Verunreinigungen und dies mit guter Klebewirkung bei verschiedenen Typen von Lötstopplacken und Metall-Lackierungen.
Avec l’introduction de ce produit, les fabricants ont désormais accès à un vernis acrylique de protection séchant rapidement à l’air, développé selon une technologie à base aqueuse et destiné essentiellement au procédé au trempé. Il protège les circuits imprimés contre une grande quantité de salissures tout en présentant un bon coefficient d’adhérence avec différents types de laques de fin de brasage et de peintures métalliques.
Grazie all’introduzione di questo prodotto i costruttori possono ora utilizzare una vernice protettiva acrilica a rapida essiccazione all’aria, sviluppata con una tecnologia a base di acqua e destinata soprattutto al dip coating. Protegge i circuiti stampati da una serie di contaminazioni e presenta una buona aderenza su diversi tipi di solder resist e verniciature metalliche.
Share:







{kind=link}