




The VP 1000–66 is the latest development of Asscon Systemtechnik-Elektronik GmbH, a manufacturer specialising in vapour phase soldering systems. With this system, you can benefit from the advantages of vapour phase soldering in practice in every respect.
The changeover to lead-free media in electronics manufacturing has added to the fact that manufacturers of electronic equipment have to face numerous new challenges. A process which is as simple as possible, safe soldering of very different components as well as highest soldering quality and user-friendliness are the requirements that have to be met by state-of-the-art soldering systems. Vapour phase soldering meets these requirements. A far more effective energy transfer in contrast to convection, minimal temperature variations in combination with a very gentle warm-up phase as well as a very short time above liquidus are the outstanding features of vapour phase soldering systems. The VP 1000–66 is designed as a self-supporting structure whose stable mounting frame contains the entire compact installation. This ensures quick and simple installation and commissioning of the system.
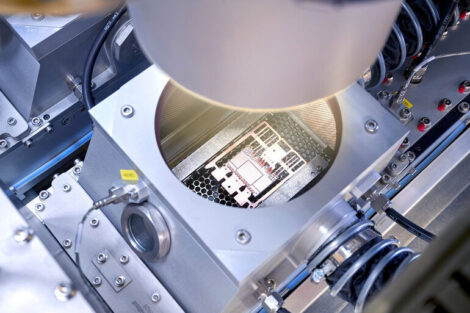
In the VP 1000–66, the individual steps of the soldering process are performed in different zones. After soldering, the loading zone is also used as a cooling zone. The preheating / soldering zone is separated from the loading / cooling zone by an inner lock. The arrangement of the individual zones makes the VP 1000–66 a compact multi-chamber system. All chambers are contained in a fully welded process cell made of stainless steel.
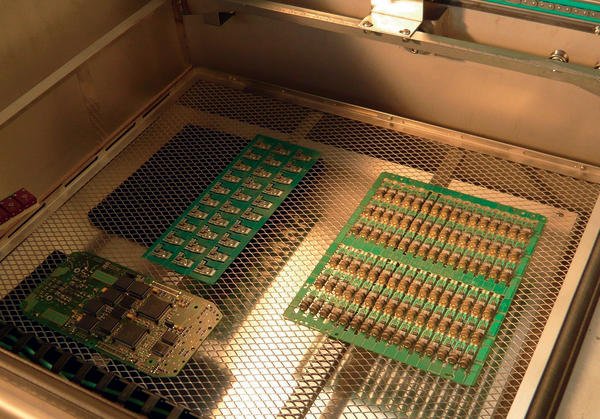
The components to be soldered are put onto a workpiece carrier and transported manually through the front lock into the loading zone. Here, the system controller fully automatically takes over control of the remaining process steps until termination of the soldering process and cool-down of the components.
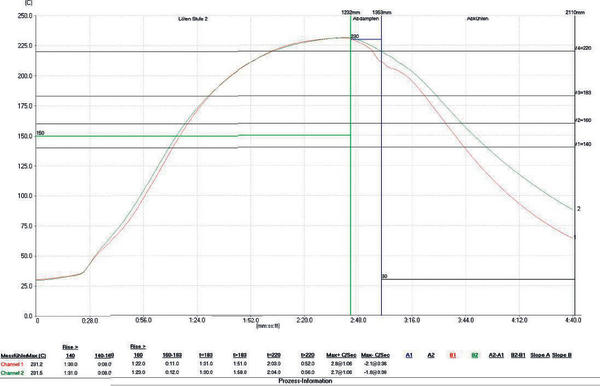
The operator enters the settings for the energy transmission rate (ETR) via the program parameters. All parameters required for an optimal soldering process can be set and configured via the system controller. At every single step of the soldering process, the variable temperature gradient control (TGC) function developed by Asscon ensures that the component is supplied with the necessary energy to keep up the desired temperature. This means that preheating can already start in the soldering zone and directly change over to the actual soldering process.
The process chamber contains the medium tank whose outer sides are fitted with large-surface, powerful heating elements. These heating elements are cased in special and highly effective insulation. This ensures that the emitted energy is directly transmitted to the heat transmission medium via the large-surface bottom of the tank. This avoids radiation losses to the outside, thus contributing to the extremely positive energy balance of the VP 1000–66.
Using a horizontal inner transport system, the components are automatically transported through the inner lock into the preheating and soldering zone. Here, highly precise linear guides ensure that the components are transported vibration-free. As soon as the components have reached the preheating and soldering zone, the inner lock is closed.
Like in all other Asscon soldering systems, in the VP 1000–66, the process level is vertically separated from the transport level. This vertical separation of transport and process levels assures the advantages required for an optimal soldering process. During the entire process, the parameters ensure exact and complete control of the soldering procedure. At the same time, completion of the soldering process is detected fully automatically, thus avoiding unnecessary thermal stressing of the electronic components.
Vertical separation of the transport and process levels also ensures that the soldering process is performed extremely efficiently in terms of energy use. Due to the vertical structure of the preheating and soldering zone, a vapour level can be maintained permanently during operation of the system, i.e. the vapour required for preheating and soldering does not need to be provided anew for each single soldering process. As soon as the vapour level has built up after having switched on the system, it can be kept at the desired level with minimum energy supply during the entire operation. At the same time, this ensures exact regulation of the energy that has to be supplied to the component for preheating and soldering.
Thanks to the vertical separation of the transport and process levels, it is also possible to do without the very complex mechanics needed for soldering systems which perform soldering in the transport level. Devices for feeding and removing vapour into and from the process chamber are not necessary. This adds to the ease of maintenance of the VP 1000–66 and allows long maintenance cycles.
As soon as the components have been transported into the preheating and soldering zone and the inner lock is closed, they are vertically transported to their preheating and soldering positions. Here too, precise linear guides ensure vibration-free transport of the components.
The variable temperature gradient control function (TGC) developed by Asscon ensures that the components are already preheated in the vapour. As the vapour is heavier than air, it cannot escape upwards within the system. When the components are transported into the vapour zone, the vapour level, which is kept stable by providing minimum energy, immediately condensates on the surfaces of the components and declines. The components are now enclosed by a liquid film. The system controller prevents that, during this process, too much energy is abruptly supplied to the components as was the case in older vapour phase soldering systems.
The surface tension of the liquid film and its existing capillary forces completely displace the air from the component. A protective layer evolves which allows preheating and soldering without any oxygen at all.
The saturated vapour, which directly lies on the liquid film, acts as energy carrier. By supplying heating power corresponding to the desired temperature gradient, an amount of saturated vapour which is equivalent to this amount of power is produced. This defined amount of vapour condensates and emits the necessary amount of energy into the liquid film, forcing the energy content of the liquid film and thus the temperature of the enclosed components to increase. The physical laws in the liquid film now ensure that the supplied energy is evenly distributed over the solder piece and transferred to it. This process is continued until the component has the same temperature as the vapour. As soon as the temperature balance has been reached, condensation stops automatically and the soldering process ends.
This principle ensures a constant and even temperature increase during preheating of the solder piece. The possibility of the components becoming overheated is physically excluded.
After soldering, the components leave the soldering zone dry and without any medium residue and are transported back to the loading / cooling zone. There, they are cooled by powerful fans and heat exchangers. At the same time, the air used for cooling is routed through highly efficient filters. As a standard feature, the VP 1000–66 is also equipped with a permanent filter system which is registered as a utility model. During operation of the soldering system, this feature allows continuous filtering of the used process medium.
In this way, the increased ingress of dirt coming from the basic materials processed in the soldering process, which has been observed since implementation of the lead-free technology, is substantially reduced. Thanks to the filters in the loading / cooling zone and the permanent filter system, the maintenance cycles are significantly prolonged and system availability further optimised. Besides the new conception of the VP 1000–66, the filter units and the permanent filter system also emphasise the suitability of the system for uninterrupted multi-shift operation. Furthermore, the high availability of the VP 1000–66 is supported by easy accessibility for maintenance and servicing purposes.
Via the system controller, all parameters required to achieve an optimal soldering process are settable, controlled and fully reproducible. This ensures that the process can be adapted to very different components and individual customer requirements. Temperature profiles can be monitored, thus allowing the customer to better meet the requirements for documenting and reproducing the individual soldering processes.
The VP 1000–66 is designed as a workpiece carrier system. Components of very different size and thermal mass can be soldered in the same soldering cycle, thus ensuring maximum soldering flexibility and optimal system utilisation. The compact design of the VP 1000–66 allows very flexible installation of the system on the premises of electronics manufacturers. Low energy and medium consumption, low resource costs and a hitherto unachieved flexibility are the features of the new Asscon batch systems that ensure, together with high soldering quality, the economical use of the vapour phase soldering process.
EPP Europe 418
zusammenfassung
Vorgestellt wird eine Dampfphasen-Lötanlage, mit der die Vorteile des Dampfphasenlötens praxistauglich umgesetzt werden können. Die Maschine ist als als reine Werkstückträgeranlage konzipiert. Dadurch können in ein- und demselben Lötzyklus Baugruppen von unterschiedlichster Größe und thermischer Masse gelötet werden. Maximale Lötflexibilität bei optimaler Anlagenauslastung ist damit sichergestellt. Die kompakte Bauweise ermöglicht ein flexibles Aufstellen der Anlage in Elektronikfertigungen.
L’article présente une installation de brasage et de phase vapeur permettant de mettre en pratique les avantages du brasage en phase vapeur. La machine est conçue comme une véritable installation de support de pièce, qui permet de braser en un seul cycle des composants de taille et de masse thermique différentes. Une flexibilité de brasage maximale et une utilisation optimale de l’installation sont ainsi assurées. La construction compacte permet un montage flexible de l’installation dans des systèmes de fabrication électronique.
Viene presentato un impianto di saldatura con fase vapore che consente l’applicazione pratica dei vantaggi della saldatura con fase vapore La macchina è stata quindi concepita come vero e proprio impianto porta pezzi. In tal modo nell’ambito dello stesso ciclo di saldatura possono essere saldati gruppi costruttivi di varie dimensioni e massa termica. È così garantita la massima flessibilità di saldatura con un carico ottimale dell’impianto. La costruzione compatta consente il posizionamento flessibile dell’impianto presso i costruttori di componenti elettronici.
Share:







{kind=link}