
In a world where technology continues to create ever smaller devices and denser board population environments, activities such as BGA rework increasingly poses the problem of accessing hidden interconnects safely and repeatedly. The article describes how deploying a focused IR rework system provides an ideal solution to this challenge while being gentle on the target board and simple to operate.
Since their introduction into mainstream manufacturing in the late 1990s, BGAs and µBGAs have grown in popularity to the point where they are now in everyday use on assembly lines around the world. This is because product designers have found them to be a useful way of achieving high pin counts and high component densities on the board, both of which follow from having the interconnections hidden beneath the body of the device. It would be fair to say though, that BGAs and components like them were not developed with rework in mind. This, combined with the fact that rework is an unavoidable part of any manufacturing process, no matter how well developed, means that the advantages for the designer can quickly become the manufacturer’s headache should a device need removing for any reason. When a BGA needs to be reworked, it requires a system that is able to access the hidden joints without affecting any neighbouring components, one that is safe, gentle, and adaptable for use with a wide range of devices. More importantly, perhaps, it should be simple. No one wants to rework – and that becomes more likely the more complicated a process is to achieve.
Focused infra-red
While there are various rework technologies available that claim to be suitable for BGAs, focused infra-red (focused IR) is proven to fulfill all the criteria and more, and which will keep on meeting the future challenges as devices get smaller and closer together and the move to lead-free manufacturing gathers pace. Focused IR was first developed in the mid-1980s as a repair technology specifically for surface mount devices. Since then it has been widely used around the world by such world-class organizations as Cisco, Ford, Siemens, Philips, Nokia, NASA and Sony to name but a few.
The aim of any soldering operation, whether in production or rework, is to achieve high quality solder joints on all component leads. PDR’s choice of IR heat sources stems from the fact that they directly heat objects, rather than the air around them, thus the heat effect is instantaneous, efficient and extremely precise. It’s also safe, as PDR managing director and founder Roger Gibbs explains: “We call it passive heat, as there’s enough energy to get a component to the right temperature, yet you can safely put your hand in the beam, even at full power”.
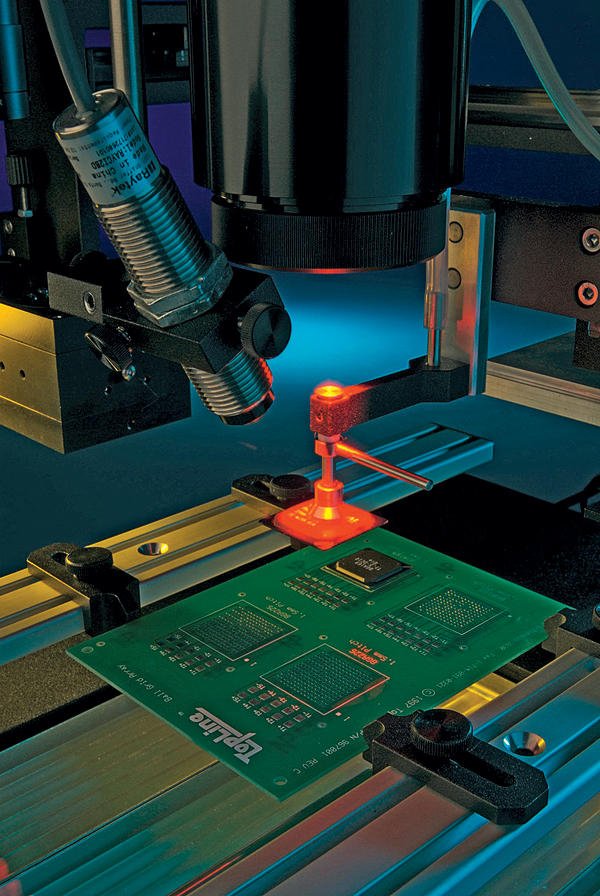
For topside heating, the company uses a 150 W IR lamp who’s short and medium length IR emissions are refocused by PDR’s lens system into a visible spot with a diameter that can be adjusted manually to cover the component to be reworked. This is facilitated by the distance of the lens system from the board, which enhances visibility and access. The company also understand that the real secret to effective reflow is in preheating the board to within 50 °C or 60 °C of the target temperature, after which the energy required from above is minimal. Accordingly, its systems use an incredibly effective 1200 W medium-wave IR panel backheater, with a powerful 1600 W option for big BGAs. Gibbs points out that all this power means less risk and more control: “Even for the big boards, our systems don’t work at full power, allowing us to control how much energy we put into an assembly”.
Control is absolutely essential to successful rework, and the non-contact IR heat sensor is key, as Roger Gibbs explains: “With the sensor, we know the precise temperature of the board and component during the rework process, and as these temperatures are directly related to solder ball temperature, we know exactly when reflow occurs”. This involves heating the component interconnects, board pads and solder paste above the melting point of the solder alloy so that the solder melts, bonds and forms a homogenous fillet connecting the leads to the pads. Obtaining consistency in a soldering process depends on the ability to control the application and variation of heat through the thermal or reflow profile. A typical profile includes preheat, soak, reflow (spike) and cooling zones, and the essence of focused IR is that it provides a ‘micro-oven’ environment able to accurately recreate the soldering profile of the reflow oven used in manufacturing. This means it can be used to rework any component suitable for use in an infra-red reflow oven – not just BGAs, but also fine-pitch SMDs, QFPs and many more.
Key advantages
Some of the key advantages offered by focused IR include no moving gas, precise control, gentle processing, and a tool and hands free operation. No moving gas means that adjacent or small devices on the board are undisturbed during the rework process. Instead, heat is provided by infra-red light, which is instantly and precisely adjustable to make it very easy to follow a temperature profile and retain control of the component temperature at all times. The infra-red light is invisible to the human eye, so it is colored red by the lens system to improve safety. It is important to remember, though, that focused IR light is both passive and gentle. Even at full power, the heating effect is so slight that you can hold your hand in the beam for some considerable time before any effect is felt. The same cannot be said for hot gas or conduction technologies, which can burn the operator or damage the board if used incorrectly.
Profiling software
A revolution in its own right, the heat sensor has really come into its own in the last year with the introduction of PDR’s new simple-to-use-profiling software. This automatically ensures that the board and component ramp at the right rate to the right temperature and soak for the right time for their size and application. The system controls how much energy is required 4 times a second and keeps temperature at all times to within 2 °C of target profile. What can change, depending on the customer and on the solder paste used, are soak times, which are almost more critical than target temperatures. Using the software and the real-time temperature feedback, extending or shortening these is extremely simple and precise. Gibbs recounts his experiences with a leading German OEM: “We got to within 95 % of where they wanted to be within 15 minutes, and to 100 %, following tests and analysis, within an hour. That’s normal: After two hours at the outside, our customers are in charge of the system. It’s so simple it takes longer to work out how to align and place the component than it does to set up a thermal profile”.
Focussed IR versus hot gas
Focused IR or hot gas? Both technologies have their merits, and any professional electronics manufacturer should have both. Gibbs explained: “Personally I think that gas is better for the very big QFPs, but with our temperature control capabilities, focused IR is far better for BGAs and other smaller devices such as QFNs. Gas systems would require hours of work to get to a profile as precise as ours – which is ready in minutes”. Focussed IR or gas, nothing beats the top rework systems for professional BGA rework: “If you are handling the big active components, they must retain their integrity, especially where they are being placed after removal, so you really need an automatic or semiautomatic system. It’s possible with a manual system, but it’s not that easy”.
Focused IR, he says, is more appropriate for applications such as mobile telephones where there are a lot of smaller components, or for reworking large BGAs: “Large components need quite a lot of energy, which, for hot gas systems, means a higher gas flow. This can be a problem as BGAs are typically surrounded by small chips and resistors that can be blown away – a problem that increases when you get to higher temperature lead-free processes”. Accessibility on densely packed boards is an additional problem for hot gas systems, which furthermore call for a range of nozzle geometries for different component types. With PDR’s systems, the operator simply positions the heat energy spot and adjusts its size to the component to be reworked – no access problems and no nozzle changes. The main advantage of focused IR, though, is that the temperature of replaced components can be measured in real-time using the non-contact heat sensor – something that is impossible with hot gas systems.
Conclusion
BGA rework is one of the riskiest processes within today’s electronics manufacture – even more so with the introduction of lead-free manufacture. The quality of rework, so crucial to any OEM’s or EMS provider’s profitability, is down to mechanical accuracy, good materials, and thermal control. That’s where PDR wins hands down. Its equipment has been lead-free capable since 1996, when it introduced its non-contact thermal sensor, and in the last two years, all of its equipment has been sold with lead-free very much in mind. Its profiling software, introduced in the last year, has revolutionised rework, eliminating the guesswork and replacing it with real-time profiling for rework professionals, who are already using these systems in lead-free BGA processes around the world.
EPP Europe 427
zusammenfassung
Zur Nachbearbeitung braucht es ein Rework-System, das in der Lage ist, verdeckte Stellen zu erreichen, ohne die benachbarten Bereiche zu schädigen. Das System soll sicher und schonend sein und sich für den Einsatz bei einer Vielzahl von Baugruppen eignen. Der Artikel beschreibt ein Infrarot-System, das Material schonend und einfach zu bedienen ist.
Le post-traitement nécessite un système de réusinage capable d’accéder à des endroits précis sans endommager les emplacements voisins. Le système doit être parfaitement sûr et respectueux des matériaux, et doit pouvoir être utilisé avec de nombreux blocs de composants. L’article décrit un système infrarouge simple d’utilisation et respectueux des matériaux.
Per la rifinitura un sistema per il Rework deve poter raggiungere i punti nascosti senza danneggiare le zone limitrofe. Il sistema deve essere sicuro e accurato, oltre ad essere adatto all’utilizzo con diverse schede. L’articolo descrive un sistema ad infrarossi, accurato con i materiali e semplice da utilizzare.
Share:







{kind=link}