
Jay Gorajia, Worldwide Support Manager, Valor Division of Mentor Graphics Corp.
In our modern global economy, companies across the planet have been moving towards greater product mix while increasing volume production. This trend has produced a quandary of effectively manufacturing multiple products with existing assets and resources, but meeting even more aggressive schedules. Understanding the effects of adding a product to the schedule, or inserting a priority job into an active running line could affect the manufacturing flow, and increase costs. Employing the latest manufacturing management software allows such changes to be efficiently and cost-effectively made.
Optimizing the process
A top strategic goal for any successful company should be to optimize process performance to reduce cost of production time. Companies should take a look at key areas to identify bottlenecks or reduction in optimum performance and then implementing systems and processes that eliminate those bottlenecks and further optimize the operations are essential in getting process performance gap costs under control. The most common causes of factory delays or stoppage include:
- Extended setup times for NPI runs
- Lack of material availability at time of scheduling
- Lengthy material changeover times between work orders
- Non-optimized production (including imbalanced loads on lines and schedules)
- Unplanned material shortages
- Underperforming asset utilization of equipment (specifically SMT)
Enterprise Resource Planning (ERP) software generates the production schedule for many factories today. In addition, a tactical shop-floor schedule is also needed to compensate for the real-time changes of machine availability, material availability, feeder availability, and material supply-form. Often the production schedule is created using tools such as Microsoft Excel or even a large whiteboard on the factory floor. The ERP software is not aware of all the tactical issues — it can actually create bottlenecks, such as scheduling work orders (WO) with material that is not yet available to kit; scheduling the sequence of work orders in such a way that produces inefficient changeovers; and it provides no visibility to material availability to ensure ECN or revision update cut-ins.
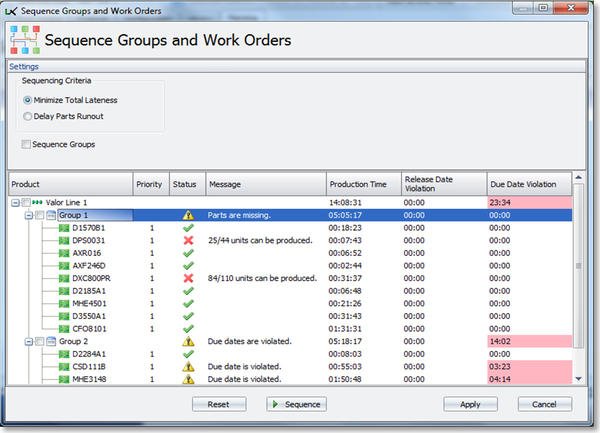
There are a number scheduling challenges to the optimized process performance. These include no real-time visibility to check material availability and ensure work order completeness, tools to group products together with common parts, limited visibility to the affects of an internal ECN or customer EC, and the ability to insert “hot jobs” into existing production schedules. What is really needed is a way to know what may be the optimal production line, with the most common parts, while hitting the forecasted delivery date must be at their fingertips.
With the ideal software, all scheduled products would be built into a part and capacity analyzer, a “Line Executive”, which would report which products can work together and what can be built based on material availability. Using this report, the production planner could identify the products that must run on a particular day, on particular assembly lines, and build optimal schedules and setups that limit wait time for changeovers and reducing the risk of parts unavailability — changeovers are non-value add task.
Production schedulers using this system could reduce or virtually eliminate buffering of planning lead-times, which normally leads to elevated WIP levels and part inventory levels. Managing the line while knowing the effects on the overall production schedule of the changes listed above would dramatically reduce bottlenecks at production preparation and material setup.
Managing material
There is no question: the largest variable cost in manufacturing is material. Inventoried components sitting in stock depreciate and eat away at value. Work in Process (WIP) also costs money and goes into a void where only regular inventory counts or manual material counts bring them back into view…normally a bit too late to make any adjustments before it hits the inventory turns statistics. The solution is highly interoperable systems, which allow this communication seamlessly.
Probably the most painful bottleneck in production lines is parts exhaustion. What happens then? Typically, the SMT machine alerts the operator, then operator runs to a sub-store or stock area, pulls the material (or worse orders the material and waits), while the machine sits idle. How can this be reduced or eliminated?
Is there a way to completely eliminate the problem of material shortages on the production floor? What if managers knew exactly how much material is needed instead of ordering too much is ordered, “just in case”. The average factory sees about five material shortages per line per week, stopping production while the material is pulled — and adding to the opportunity cost.
Parts exhaustion needs to be eliminated on the manufacturing floor. The material pulled from stock, kitted, and prepared for production also needs to be monitored in real-time on the floor. As feeder errors, nozzle rejects, and component drops add to the consumption of issued material, the stock room needs to be automatically alerted and advised of:
- What material is needed (Part Number)
- From Where (Location in Stock)
- Delivered to location (Line and Machine)
This solution requires an SMT monitoring system that is interoperating with a material management solution in real-time, which is polling the consumption and generating these “material pull” instructions can this be achieved. However, just knowing that a part will be exhausted is not enough. An alert when material is exhausted in a machine or feeder provides no additional value. In most cases, that’s the status quo. To be of true value, the alert must be predictive in nature. If the monitoring system provided Low-Level Warnings that a part will be out after 5 boards or 10 boards, then we can truly react in time to provide material “just in time”. Eliminating machine wait time due to parts exhaustion and moving material around the factory more efficiently reduces both of those bottlenecks and optimizes the material velocity, further improving the cost of inventory and inventory turns.
Controlling the factory floor
The bulk of factory floor data is originated by process engineering, which has a huge impact on optimum manufacturing flow. Manufacturing engineers assess how products will be build and create the documentation and recipes to drive the manufacturing equipment and processes on the shop floor.
Once recipes or programs are sent to the production floor, especially into SMT, there are various optimizations that can be done to ensure optimum manufacturing flow. Reducing any usage of production equipment for non-value added activities to production dramatically improves the manufacturing flow.
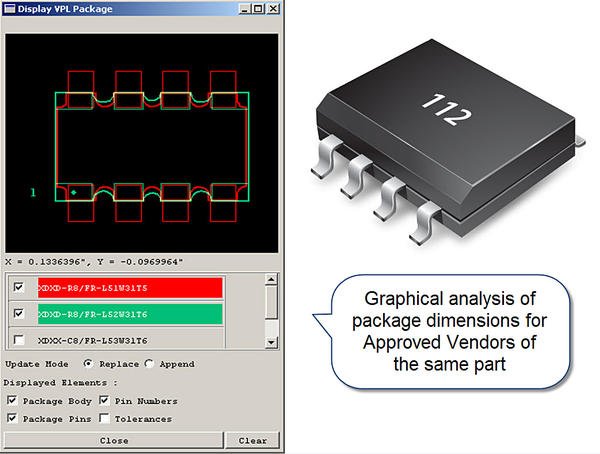
Sophisticated cameras and sensors on SMT machines ensure that placed components match the shape-data defined in the SMT machine library to ensure the right part is placed. However, the cameras have very tight tolerances, and components outside those tolerances are rejected by the SMT machine. Rejected parts add to the total cost. When the bill of materials (BOM) requires multiple component vendors for a specific part number, a quick AVL check should be done to ensure all are within tolerances. This ensures that machine downtime is avoided due to parts out of tolerance by the component distributor or vendor.
Vendor documentation is used to ensure form and fit. Not infrequently, there are variances in vendor part numbers that are subtle and can lead to incorrectly defined parts. Worst case, parts can have the correct function, but vary significantly from the defined pad stack in the design data. Overlaying parts from defined in a BOM onto the padstack using accurate part library modeling technology is the only way to ensure correct fit and form before moving into production. Production delays and lead times can be delayed when shape-data and orientation validation fail. Shape data must be created to ensure the machine ‘recognizes’ the component and knows which parameters to use when picking and placing that specific component. Shape data validation requires an SMT machine shape-data library managed within the software so that shape-data can be visually overlaid onto the design data pad stacks.
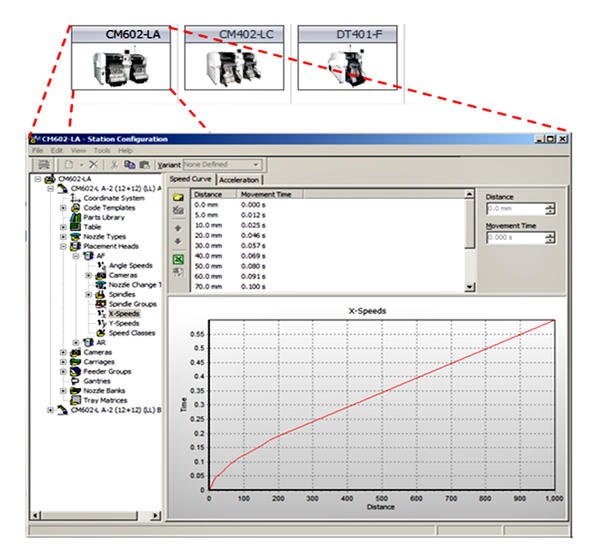
Creating SMT programs and the related shape data used by the SMT equipment is done in process engineering as well. This allows the benefits of importing a single design data set into vendor independent software to evaluate AVL information, validate the shape-data, and create optimized SMT programs (recipes). Process engineering software that models the actual kinematics of the machines is key to the success of this optimized recipe generation. These kinematic models allow the software to run complex algorithms to ensure that appropriate feeder capacity, placement capabilities, and available nozzles are considered. Likewise, process engineering should also ensure that the optimized shape data in the library can be used by any vendor’s SMT machine, and across any line on the factory floor. This produces optimized shape-data generation and SMT programs with validated orientations. The result is optimized asset utilization by the SMT machines or manual assembly stations if those have been load balanced as well.
Summary
A modern software tool can reduce non-value added tasks, reduce potential areas of production bottlenecks and stoppages, increase utilization and efficiency of assets, schedule more efficiently with real-time production information, and ensure material is available where it is needed, when it is needed. Addressing these areas and bottlenecks produces increased manufacturing velocity, leading to an optimized factory.
productronica, A3.444

Jay Gorajia is the support manager for the Mentor Graphics Valor Division in Irvine, California. He has 19 years of experience in the PCB industry, where he held various positions including software development, application engineering, manufacturing consultant and projects management. Gorajia established and headed the consulting division of Valor (now Mentor Graphics), specifically targeted at introducing better efficiencies and productivity in engineering and production of PCB assembly manufacturers. He has published a number of articles and technical papers, and holds a B.Sc. in electrical engineering and a MBA in technology management.
ZUSAMMENFASSUNG
Der Herstellungsprozess beinhaltet viele Aspekte wie Planung, Bestückung, Test, Qualitätskontrollen oder Prüfung des Bestands. Auch Geschwindigkeit und Effizienz spielen eine Rolle. Dieser Artikel analysiert den Prozess und beschreibt Tools, die sowohl den individuellen Prozess als auch den kompletten Workflow optimieren können.
Le processus de fabrication comprend de nombreux aspects comme la conception, l’alimentation, les tests, les contrôle de qualité ou la vérification du stock. La vitesse et l’efficacité jouent également un rôle important. Cet article analyse le processus et décrit des outils capables d’optimiser tant le processus individuel que l’ensemble du Work Flow.
Share:







{kind=link}