
It is important to understand that laser soldering provides “heat” by an entirely different method than the other soldering technologies. Conventional soldering heats up air in an oven, soldering bath or soldering iron and the “heat” itself is transferred to the PCB, component and/ or solder to obtain solder joint. Therefore, in conventional soldering methods, process condition is determined based on the difference of thermal capacity, which depends on the size and material of the components (e.g. a reflow profile with sufficient preheat duration, etc.).
Laser soldering and existing soldering technologies
On the other hand, laser soldering is performed by converting the “light” to “heat,” meaning the process condition needs to consider the subject’s absorption efficiency along with the aforementioned difference of thermal capacities. Absorption coefficient depends on the targeted material and the wavelength of the laser. To heat up the flux cored solder wire, pad and connector’s preheat condition largely depends on the absorption coefficient. Koki Corporation uses Unix-413LIII (wavelength 940 nm) by Japan Unix for all its testing. However, this wavelength is known to be low absorption coefficient on copper and gold, with gold being especially low.
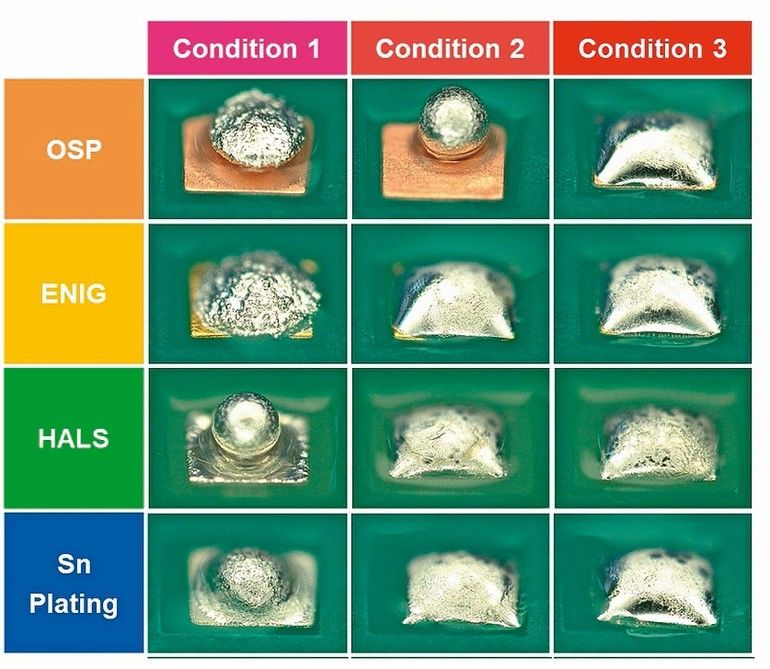
A laser soldering test was done, where solder paste was printed on 500 μm x 600 μm pads with different surface finishes on FR-4 grade test PCB, and then soldered by laser under different conditions. The results showed that the solder first started to molten, which made it slump, then it turned into a spherical shape with low surface tension, and lastly, it wet across the pad. These test results suggest that OSP was the most insufficiently heated, followed by ENIG, HASL, and Sn.
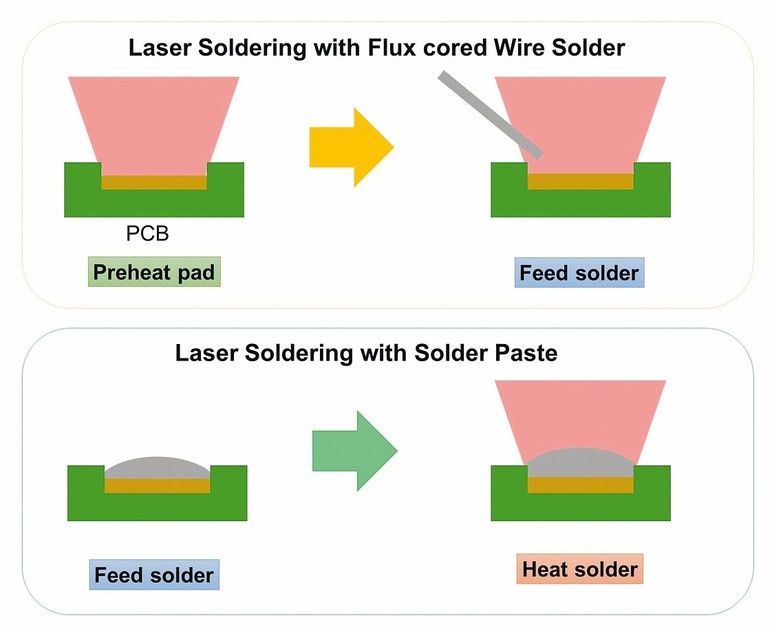
This order corresponds with the specific heat of respective surface finishes. Laser soldering with flux cored solder wire generally “preheat the pad” by the laser, then feed the solder wire to form a joint. On the other hand, in a laser soldering with solder paste, laser is irradiated on the previously dispensed or printed solder paste and the components to be soldered to heat them up. As a result, most of the laser light is irradiated on the solder, which makes the control point of this process be how much heat the solder paste would lose to the PCB, rather than how much laser light could the pad material absorb.
In addition, if the laser is irradiated besides the solder, such as the soldering area is larger than the provided solder paste or the laser light covers the component surface, process condition must consider the absorption ratio of these spots area as well.
In short, laser soldering outcome is not only determined by the heat as similar to conventional process, but also by laser light related parameters. Therefore, minor difference in the thickness of the copper on PCB or the pad dimension may have large impact, requiring much finer condition setting for each soldering needs.
Difference in laser process profile
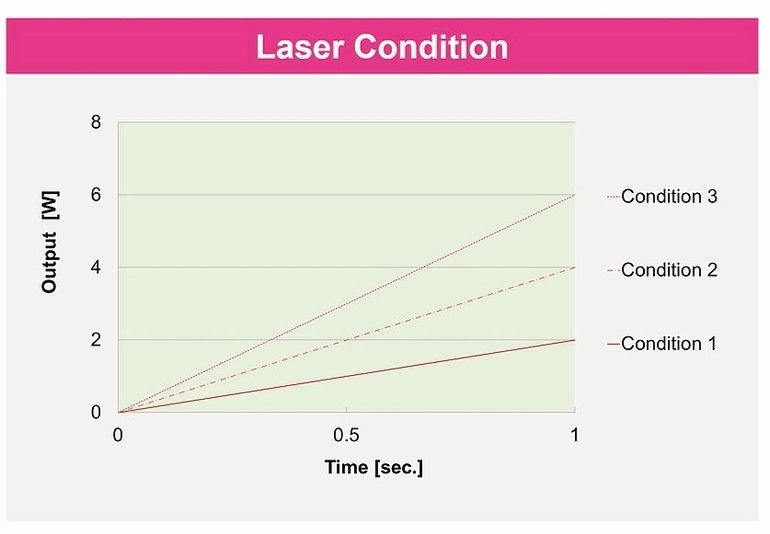
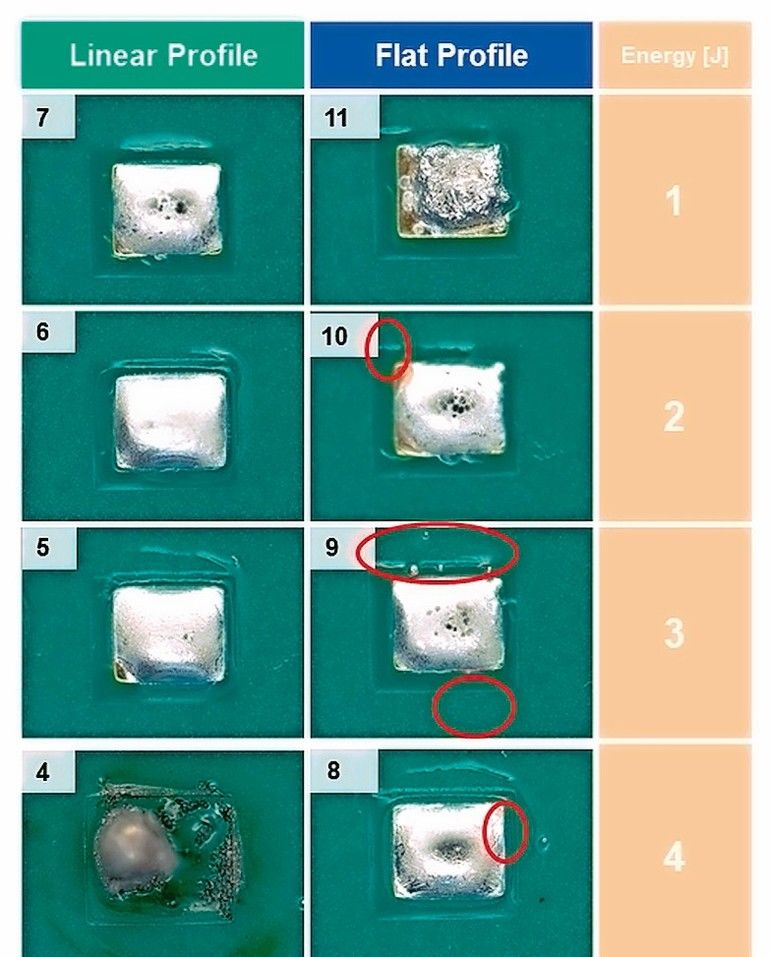
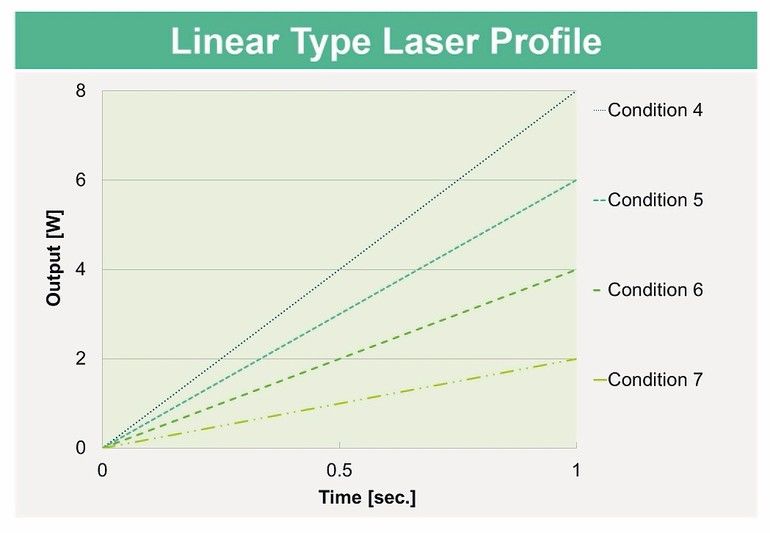
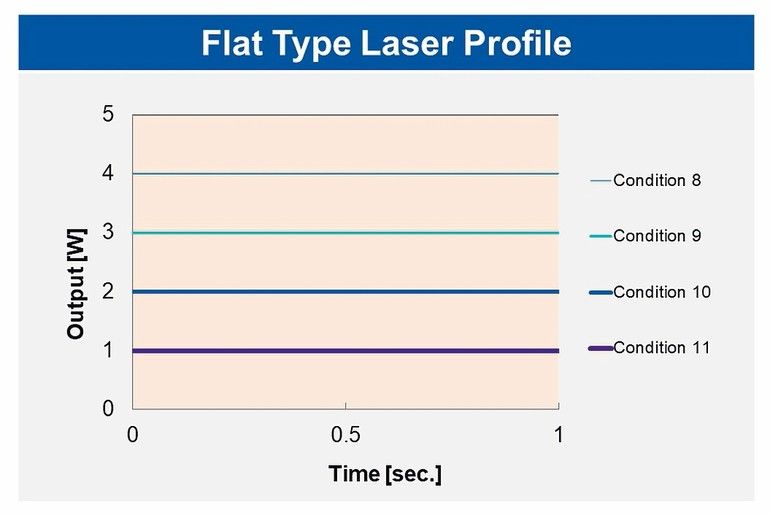
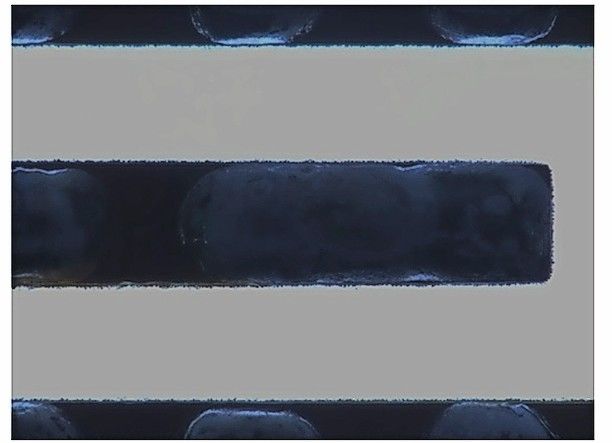
Laser soldering can be completed in less than a few seconds. This means that cycle time reduction is one of the biggest benefits of this type of soldering. In the case of laser soldering, the quality of solder joint depends on process profile. Even if the amount of energy emitted is the same, different profile produces different solder joints. Another laser soldering test was done, where a FR-4 grade PCB with ENIG surface finish was used. Solder paste was printed on 500 μm × 600 μm pads using 80 μmt stencil with 100 % aperture ratio. The sample was then soldered by laser using two process profiles. The first was a linear profile, which starts from OW initial output and escalates with time. The other was a flat profile, output of which is consistent throughout the cycle. For both profiles, the laser was emitted for one second.
The energy provided by laser can be determined by size of area made by the output and duration. For the test, the same amount of energy was used for each profile but there were different results. For instance, the solder was properly molten with a linear profile, however when using a flat profile due to insufficient energy, it showed unmolten solder. When testing with the strongest energy, the pad burned with a linear profile, but for the flat profile, the solder is appropriately molten without any burn. Based on these observations, it is suggested that flat type soldering condition loses more energy than linear type soldering profile between laser emitted and absorbed by solder paste.
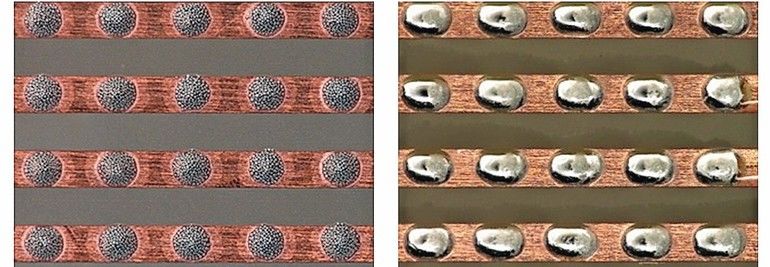
In addition, heating by the laser is completed in approximately 1 second. This means that evaporation of solvent in the solder paste, heat slump of resin materials, and melt and coagulation of solder all completed within a fraction of a second. Consequently, it is generally recognized that laser soldering is prone to capillary balls. Conversely, linear type profile results show less capillary ball occurrence as their heating was not as rapid. The same tendency is observed regardless of the different surface finish and different heating condition thereof.
In summary, a linear type profile, which provides slightly gradual heating, is recommended as it can reduce the production cost by inhibiting the energy loss and also reduces the failure ratio by reducing the capillary ball occurrences.
Flux residue reliability in laser soldering
Generally, high content of solvent or activator in flux residue will have negative impact on the insulation reliability. Solvent is evaporated by the heat while the solder is molten. Activator loses its activation by reducing the metal oxide layer or is simply degraded by the heat. In reflow soldering, activator is consumed by repeatedly removing the oxide layer as the solder re-oxidizes during long preheat to molten stage. Simultaneously, activator is degraded by heat. Thus, solder paste for reflow soldering is designed to contain enough activator to assure sufficient wetting while it also provides the insulation resistance of its flux residue.
On the other hand, laser heating lasts only about 1 second which causes more solvent and activator to remain in its residue. Therefore, solder paste for laser soldering must be designed based on a different concept than for reflow soldering to avoid unfavorable impact on the reliability. Since the solder does not re-oxidize as much during the laser soldering, solder paste for reflow soldering can be used in laser soldering. However, since there will be high content of residual solvent and activator in the flux residue, there is a possibility where proper insulation resistance could not be assured. Therefore, it is not encouraged to use a conventional solder paste for reflow in laser soldering for reliability reasons. Koki Corporation developed a solder paste for laser soldering with flux reliability in mind.
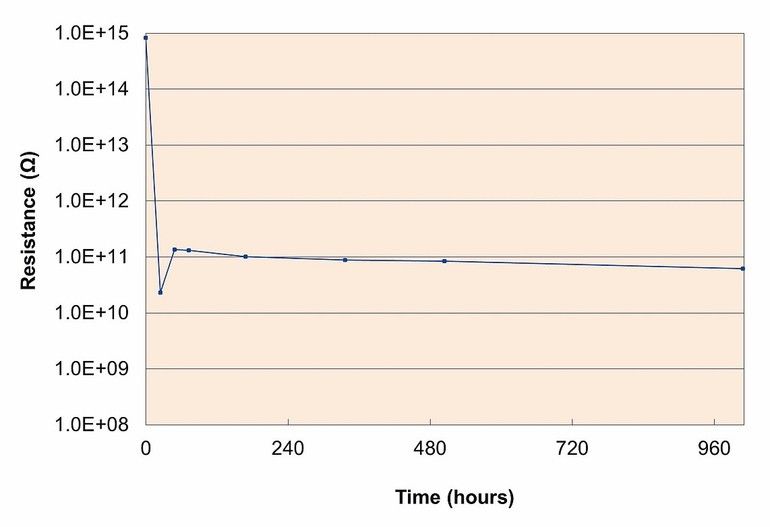
To confirm the flux residue reliability of this solder paste, namely, S3X58-M330D, an insulation resistance test was conducted. Test board was prepared by printing S3X58-M330D on the combs on a comb-pattern test board using a 150 μm thick stencil with 0.318 mm aperture. Printed solder pastes are then soldered by laser to produce flux residue from laser soldering. Insulation resistance test was conducted with bias voltage applied to this test board. Test board was then placed in a chamber maintained at 85 °C/ 85 %RH for 1000 hours with bias voltage of 50V. Measured insulation resistance was sufficiently high at over 109 Ω.
Visual observation of the test board revealed no evidence of migration occurrence; therefore, it is confirmed that high insulation reliability could be assured by using S3X58-M330D with laser soldering.
Solder paste designed to reduce capillary ball
In this paper, it was shown that capillary ball can be reduced by using a linear type laser soldering profile. However, conventional solder pastes for dispensing applications are designed to be low viscosity to ensure smooth dispensing. Therefore, they tend to contain considerable amount of substance which is prone to heat slump, namely, solvent or resin. As similar to the activators, these ingredients also tend to remain in the flux residue when heated by laser compared to the reflow, and contribute to capillary ball occurrence. If the laser soldering is implemented under the optimal condition, capillary ball can be reduced; however, such condition’s process window is so small and may not be able to correspond to any change in soldering condition, such as specific heat.
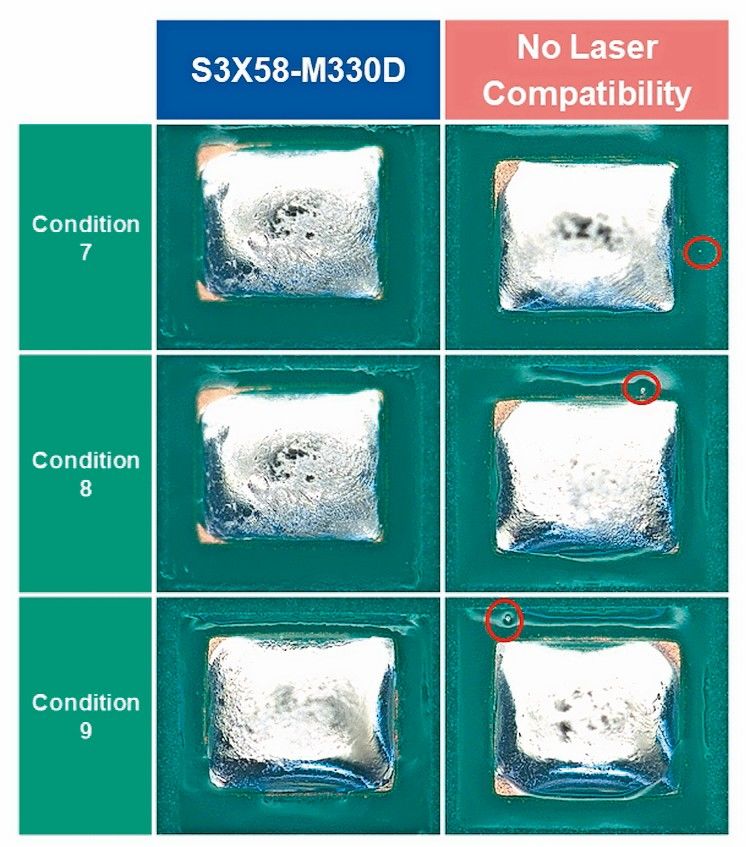
A solder joint was formed by a linear type profile using S3X58-M330D as well as a solder paste for dispensing application, which is not specifically designed for laser soldering. Capillary ball was not observed under any condition with S3X58-M330D. However, in the one out of three conditions, the not-for-laser solder paste showed capillary ball occurrence. This showed that capillary ball is unavoidable with solder paste that is not designed for laser soldering, even if the process profile is optimized to reduce the capillary ball. To the contrary, the company’s solder paste contains the most suited type of activator and resin in the right amount for its purpose. As a result, its capillary ball is minimal, and it is compatible with wider range of laser emission.
Conclusion
1. Laser soldering applies heat in a different method, so consideration must be made to not only the specific heat of the target, etc. but also the absorption coefficient of the laser light.
2. Laser soldering profile must be determined for each soldering target. Due to its short preheat time and rapid heating nature, the specific heat of a target has significant impact on the soldering result.
3. Laser soldering tends to be a rapid heating in order to reduce the cycle time and it is prone to capillary ball occurrence. This can be reduced by using a linear type laser soldering profile.
4. Since the laser heats up solder paste quickly, residual flux constituents in flux residue is drastically different from the conventional soldering method. Consequently, a separated flux residue reliability evaluation for laser soldering must be conducted.
5. S3X58-M330D is designed for laser soldering; therefore, it can obtain sufficient insulation reliability even with a short laser heating duration.
6. The paste produced fewer capillary balls compared to the conventional, no-laser compatibility solder paste and allows wider laser profile window.
productronica, Booth A4-311
Zusammenfassung
Beim Laserlöten, ein neues Lötverfahren, werden thermische Schäden an umliegenden sensiblen Bauteilen vermieden. Der Artikel diskutiert die Unterschiede zwischen dem Laserlöten und den bestehenden Löttechnologien.
Résumé
Nouveau procédé, le brasage au laser permet d‘éviter les dommages thermiques pouvant toucher les composants sensibles environnants. L’article traite des différences entre le brasage au laser et les technologies de brasage existantes.
Резюме
Лазерная пайка — достаточно новая технология — предотвращает термическое повреждение чувствительных компонентов, расположенных по соседству В статье рассматриваются отличия лазерной пайки от традиционных технологий.






{kind=link}