





The number of new product introductions is on the rise in high-mix electronics plants. While customers want introductions that are quick and trouble-free with from the first pass on, the quality of the production data they supply often leaves a lot to be desired. Electronics manufacturers looking for solutions to this dilemma will find them at the 2011 Productronica, where the Siplace team is presenting powerful tools that improve the NPI process and minimize downtime.
ASM Assembly Systems, München (Germany)
Providers of electronics manufacturing services (EMS) often have only Gerber data or single prototype boards, a limited number of components, sketchy BOMs and incomplete component descriptions at their disposal for new product introductions. From these they must produce a first batch of functioning modules. Among OEMs the situation is only slightly better. They have access to more complete layout data, but they must also describe components from scratch and check them for their production suitability.
NPI processes harbor efficiency reserves
Whether EMS or OEM: the supplied data for new products can never be accepted as-is without a critical inspection in terms of scope and quality. As a result, completing the data, teaching components and placement positions and testing the placement programs occupy productive lines, leads to production interruptions and reduce the factory’s efficiency. While this might be acceptable when only a few new products must be introduced each month, it becomes an increasingly serious time and cost factor as the number of new products and new versions of old products increases. On the other hand, a producer who takes shortcuts with his NPI process will run into quality problems when the output is ramped up. This puts electronics manufacturers in a bind.
The makers of placement equipment were of little help in the past. Their systems assume that complete and production-ready data is available. Any NPI tools were designed only to check this data, and adding any missing or incomplete data was cumbersome. That’s why Siplace began to pay more attention to NPI processes. The company engineers no longer view new product introductions as occasional events, but as a central, frequently recurring workflow in the electronics production environment. Consequently, they want to support it seamlessly and efficiently with hardware, software and services. This includes the ability to close any data and information gaps in the product description quickly, easily and reliably. As a result, the cost of new product introductions can be reduced to a fraction of what it used to be.
Phase 1: Data transfer and product description
The Siplace Pro machine software includes an import wizard that generates placement lists from BOM, CAD and TXT data. The variety of supported import format lets the EMS provider use the data provided by the customer with a great deal of flexibility. Clustered modules are always a challenge, but particularly in this phase. The product development department generates the BOM for a single module, but to keep manufacturing costs down, several of these are often clustered on a single board. A wizard makes it easy to copy the information from the first module to the others in the cluster. Another benefit of the tool: the copies maintain their relationship to the original module. If the first module is changed, a component changed or a position modified, this information can automatically be replicated to all other copies, i.e. the entire cluster. The elimination of manual copies eliminated a frequent source of mistakes and improves the data quality.
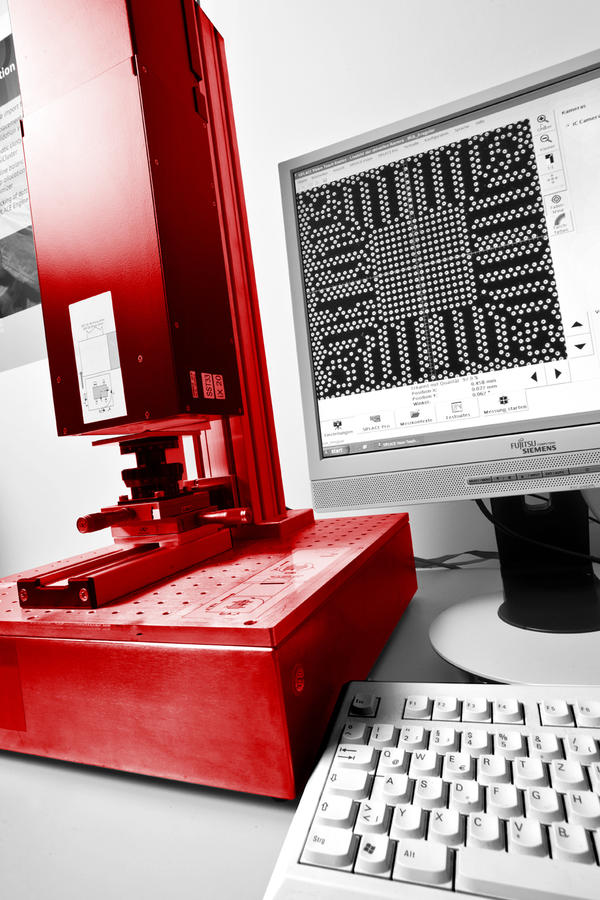
To describe the components, electronics manufacturers have access to component shape libraries in Siplace Pro. New descriptions can be downloaded from the online component shape library. This eliminates the need to copy information from data sheets, and the downloaded data includes information about Pin1 recognition as well as data regarding recommended nozzles and feeders as a bonus. If the component is unknown and not listed in any of the company libraries, users can scan and describe it offline with the Vision Teaching Station’s component camera. Within seconds, the component is added to the libraries and becomes available for the placement programs. For odd shapes, the correct nozzles can be determined and ordered on the spot via the online nozzle library. And for truly unusual component shapes, the team develops and supplies special nozzles and grippers with guaranteed delivery deadlines.
The Alternative Components feature is new at this year’s Productronica. It allows users to specify permitted alternatives for each placement position in the placement program (for example, electronically equivalent components from the same manufacturer). The benefit: the user no longer needs to create, administer and download additional placement program versions when an alternative component must be used. As a result, alternative components can be inserted into the production run with no program change and no line stop – a function that delivers a significant improvement in flexibility to electronics producers in times of frequent component shortages.
Phase 2: Placement program verification
With Virtual Product Build, producers can virtually execute and visually test their placement programs. To do this, a prototype board (populated or unpopulated) is scanned into the Pro software. The program then virtually populates this scanned image with components. Missing components, position errors, global position offsets or rotation errors can be easily detected and corrected on the monitor. Since the board editor is able to show components transparently, even the placement positions of pins or balls on pads or under shields can be precisely controlled. For shields and boards with high component densities, the software engineers developed the Precedence Finder, which automatically detects shields, placement “shadows” and potential nozzle collision and adjusts the placement sequence accordingly. Another option is the Recipe Analyzer, with items like the number of nozzles on the placement head, axle accelerations and speed settings can be optimized.
The team will show at the Productronica how easily placement programs can be corrected and tested for intended production line – as long as you have the right tools. Classic test like slow and inefficient placement with adhesive foil are becoming a thing of the past. In real-life applications, many placement programs must be created before all components can be fully described with regard to the final geometry, feeders, pickup positions and nozzles. The engineers have come up with a very convenient solution: certain component descriptions can now be marked “incomplete” in the placement program.
How does this benefit the placement process? The machines of the company execute the placement program until they encounter one of these “incomplete” components. The machine interrupts the placement process and permits the operator to “teach” the component on the line. The component can thus be recorded by the camera and described. The placement positions can be hit manually and stored for the placement program. A robustness analysis prevents imprecise descriptions or faulty illumination settings on the camera. Particularly important for prototype production: even the first component, which is used for teaching and finalizing the placement program, will be placed. This means: no waste and no additional costs. This function in particular makes it clear that the company is the first to view new product introductions as a consistent workflow with offline and online steps, and that the tools fit into this workflow seamlessly.
Phase 3: Efficient first-time processing of new products
In most electronics plants, new product introductions mean lots of activity. The regular production stops while the new products are set up. The result: unnecessarily long and expensive production interruptions.
Much more effective workflows can now be implemented in connection with innovative setup concepts – for example, with the Split Table Mode, where the feeder tables on the line are virtually split so that components for different products can be set up simultaneously. That way, the NPI setup can be executed without having to interrupt the running production. The feeders get prepared and kitted offline and verified via Setup Center as usual. When the X-feeders are inserted into their slots, their IDs are recognized automatically, the component information is downloaded, and the placement process can start instantly. Any interruption of the running production will be minimal. Once the prototypes have been run, the placement machines switch back automatically to the regular production run.
The integration of the NPI process into regular production runs goes so far that only those components which aren’t already on the line must be requested and set up for the new products (delta setup). With the Random Setup function, the feeders can be placed in any open slot. The machines recognize the feeder IDs and the components associated with them and adapt the placement program accordingly.
With multi-track conveyors, the production of new products can be restricted to a single track so that the high-volume products can continue to be produced on the other tracks.
An NPI process supported with the software tools described above can reduce the time and money traditionally expended on new product introductions to a fraction of their previous costs while improving the quality of the resulting placement programs considerably.
EMS providers in particular can benefit from integrating NPI workflows and tools into a standardized process, thus making them faster, safer and more reliable. The advantages are not limited to cost reductions, though. The ability to efficiently turn new products into rapid series of programs and processes despite incomplete information and lack of customer support will become an important selling proposition in the EMS field. In other words: In a high-mix production environment, new product introductions are becoming a standard process. To meet these requirements, the engineers have drawn the right conclusions for their product development activities. A look at this year’s Productronica innovations makes this more than clear.
ZUSAMMENFASSUNG
Während der productronica präsentiert Siplace eine ganze Reihe neuer Lösungen für die Prozessschritte Produktneueinführung (NPI), Rüstwechsel und die laufende SMT-Bestückung. Mit Fokus auf NPI stellt der Artikel innovative Tools zur Optimierung des NPI-Prozesses vor.
Durant le salon productronica, Siplace présente toute une série de nouvelles solutions pour les étapes des processus d’introduction de nouveaux produits (NPI), de changement d’équipement et la garniture SMT courante. Focalisé sur le NPI, l’article présente des outils innovants pour l’optimisation des processus NPI.
More efficient NPI processes
Component description:
– Siplace Pro with import wizard for placement data
– Online libraries for components, nozzles, grippers, etc.
– The Alternative Components: Multiple component alternatives in a single placement program
Placement program verification:
– Virtual Product Build: Check the placement program with virtual placement on the monitor
– Precedence Finder: Adjusts the placement sequence to correct for “shadows” thrown by large components, shields, etc.
– Recipe Analyzer: Analyzes the placement process offline before the real placement process
– Completing the placement program directly on the line: Teach missing components while the production is running
Share:








{kind=link}