



Electronic technologies are increasingly going towards a strong integration of capabilities within the same devices. This makes it increasingly difficult to reconcile product design and test requirements, consequently it is not always possible to set up a complete test which includes both in-circuit and functional verification, so the latter inevitably acquires a predominant role in ensuring product quality.
Seica SPA, Strambino (Italy)
Hence, for the operators in the industry, including those who have handled test issues in-house, it is essential to identify the right, qualified partners to implement the solutions needed to keep up with product evolution. This becomes even more true when talking about automatic test systems.
Transversal experience in multiple industries
Even though functional test is generally considered complex to implement, expensive and having significant execution times, it remains key in ensuring that a product is functioning correctly. Therefore, whenever it is critical to provide a high level of quality assurance in terms of functionality, functional test is essential, since, in principle, the verification of the device is tested by simulating, as realistically as possible, the normal operating conditions of the module.
On the other hand, the bus-structured architecture of modern boards simplifies test generation and allows partitioning of functions for a simpler test approach. The combination of powerful test language with high performance channel cards (large pattern depth and full timing control) favors conversion of test specifications into test programs. Also, as boards integrate more and more functionalities, the ability to add verification of analog and mixed-mode clusters, under loading conditions, is a major operational control that only functional testers can give you.
Functional validation is generally done before the product is completely assembled in all of its parts, including those mechanical. The advantage of performing the test at this point in the process, is the optimal accessibility to the circuit under test, enabling better diagnosis of any critical conditions detected. The same test is often repeated when the product is fully assembled, for the purpose of finding faults deriving from the final assembly process.
In the past, many companies equipped themselves to develop and manage testing in-house, but consequently they found themselves in a situation where the testers implemented were neither modular or scalable and were difficult to maintain, all of which made it difficult to reuse them for later generation products. These types of difficulties underline the advantages of being able to rely on the support of a partner, and not a mere supplier, to meet the requirements of validation.
One of the characteristics to be taken into account in the selection of this kind of partner, is their experience in working in different sectors of electronics, from the simplest consumer product up to complex systems, for example those used in the defense sector. This “wide angle” exposure often makes it possible to spot and anticipate technical solutions and possibly market trends which may be transversal, and consequently can be applied to different customers and sectors.
Certainly, the specific knowledge of the issues can lead to the optimization of manufacturing costs and integration of testers in production lines. In fact, very often the technologies being faced for the first time by the automotive world are already a consolidated reality in other industries. Think, for example, mobile phones and satellite localization modules.
The same expertise can also be used in the initial stage of design and, above all, to optimize the definition of test specifications, which today represents one of the most time-consuming steps in the process.
Test solution with success
An essential element for the success of testing, in addition to an optimal test strategy, is the availability of the tools and instrumentation required for implementation. Since these requirements are determined by the product to be tested, a functional tester must have a modular architecture, and be easily configurable to include a wide variety hardware and software tools. The most versatile systems have a strong suite of internal hardware and software performances in a structured, but at the same time, open architecture. In this way, the functional test can be done using the integrated hardware and software tools, but it is also easy to integrate external, off-the-shelf hardware to meet more specific stimulus and measurement requirements, peculiar to the product to be tested. Systems based on a true open architecture also offer the capability for integrating commercial, off-the shelf software, such as Labview/Test Stand* to use for test program development, as well as connectivity to other software environments used, for example, to manage the entire production line, for data collection, etc.. These types systems offer all of the advantages deriving from a standard platform (ease of programming, debugging, lower operating costs, documentation, long term evolution and maintenance) as well as the ability to achieve the specific test functionality required for a particular product.
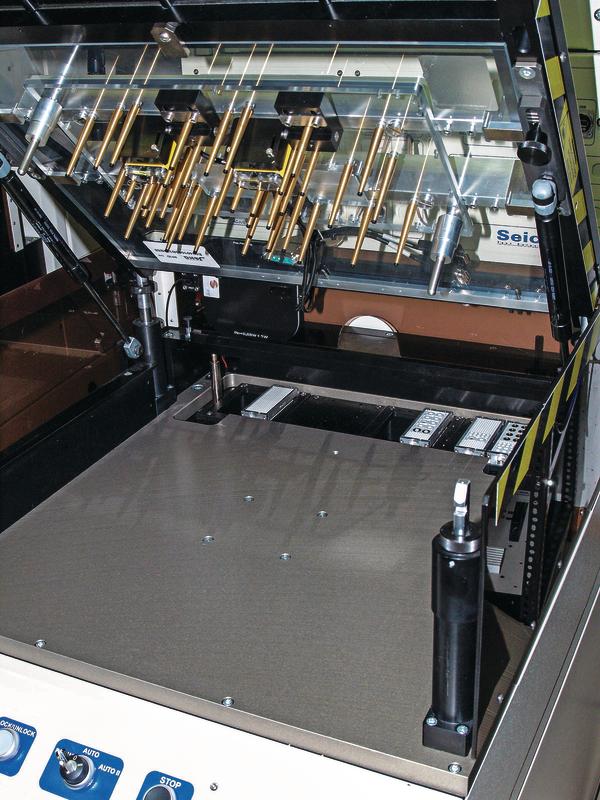
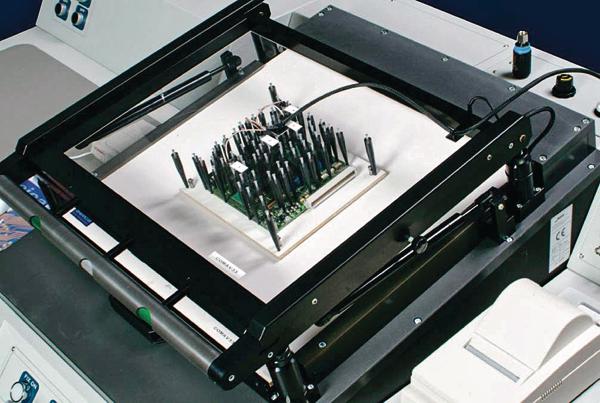
Another key element of any functional test solution, is the electrical/mechanical interface between the Unit Under Test and the test instrumentation. On a standard functional tester, the receiver provides the connection to the system resources towards the custom fixtures (developed for each product to be tested) which, in turn, host the UUT. This connection must be engineered to maintain maximum signal integrity, and should also be configurable, to enable the use of different types of connectors to meet the test requirements, for example RF signals and power connections. The mechanical receive, as well as the contact pins must be designed for reliability in high volume production environments.. In addition to this, a standard system receiver should also be designed to optimize operator ergonomics and ease of use, and may also include other features, such as bar code readers or RFID receivers to automate and control the test process. As previoulsy stated, users can find “rack and stack” components for almost all basic hardware and software ingredients of a board tester. Putting them together to create a dedicated test station is not an impossible task. But in the end, programming, debugging and operating costs, documentation, long-term evolution and maintenance of these lab-oriented solutions will quickly offset the initial investment advantages versus commercial equipment. The choice of the right solution will depend on many factors, technology, volume, cost, market. Your best advisor will be a supplier offering the whole range of solutions, capable to guide you on the most appropriate solution.
An example of a complete functional test solution is the Seica Multi system. Part of Seica’s Compact product line, the system is based on an open architecture concept and is completely configurable. It has been deployed in a wide range of fields in the electronic industry: from telecommunications to industrial electronics, from consumer electronics to automotive. “Turnkey” solutions are also available for those who need not only testers, but also fixture and test program development and, even more importantly, help in defining test specifications.
Based on a unique hardware and software core architecture, the Compact Multi, like the whole Compact product line, may cover all the test levels requested in a standard production line, ranging from the simple in-circuit to the more complex end-of-line functional test. This architecture optimizes return on investment, ensuring that systems are readily interchangeable and training is optimized across different test steps, reducing to a minimum the need for specific operator know-how. Since it is a fully integrated system, the Compact Multi has self-diagnostic capability, and the standard platform ensures maintainability over time, with all of the built-in tools and facilities for easy management within the production environment.
Productronica, Booth A1.445
Zusammenfassung
Die Technologie in der Elektronik verlangt zunehmend mehr Funktion in einem Bauteil. Dies macht die Zusammenarbeit von Entwicklung und den Testanforderungen schwieriger. Der Artikel zeigt auf, wie dies anhand von erfolgreichen Technologien, einem ganzheitlichen Funktionstestsystem, gelöst werden kann.
Dans l’électronique, la technologie exige toujours plus de fonctions dans un même composant. Ce qui rend plus difficile la coopération du développement aux spécifications des essais. L’article montre comment pouvoir solutionner ce problème à l’aide de technologies au succès reconnu, un système global testant les fonctions.
Share:







{kind=link}