




The current state of automation in board test is the result of ongoing efforts in the industry. Specialist company IPTE has developed, in continuous co-operation with its customers (the manufacturers of board assemblies and electronic products), a test-handler environment that meets all requirements on the economical and efficient electronics production. Here we will first give a short overview on the development of board test automation in the last 20 years, and then have a look at multi-functional test handlers, an efficient solution for high-volume electronic shop floors, but also for mid-sized manufacturing environments.
As from the beginning of the last century´s 80´s, the demand for higher automation in electronics manufacturing took shape increasingly; evidently, the high potential for savings was most attractive. Before this, the already finished board assemblies were distributed over multiple islands of test after the soldering step. This approach had some shortcomings: they were both of logistical and qualitative characteristics. Three key points were the raison d’être introducing a higher degree of automation in board test.
3 reasons: WIP, feedback and repeatability
One of the primary reasons for higher test automation was work in progress (WIP). After wave or reflow soldering, the board assemblies were moved manually in PCB containers to the individual testers, distributed over the shop floor. Because of this approach, there was a multitude of already fully assembled boards which had been held back in temporary storage. The retention time caused by this method was very long. The money affixed to these eventually huge product assets which could not be delivered to customers in-time, and, in turn, for which invoicing was not possible, could have amounted to an enormous sum. Clearly, this incident has pushed up the total manufacturing costs.
The other main reason was the extremely stretched feedback time in the manufacturing process. Because of the before illustrated, unacceptable situation on the shop floor with the too-long temporary storage time in buffers, there was no correlation of the analyzed test results possible in a timely manner, i.e. in approximate distance to the assembly process. This has lead to serious postponement in the eventual diagnosis of production-related defects, and the necessary meas-ures to fix them immediately when they occur in a process step or directly after soldering. Moreover, such test results would help to organize and optimize the process as well as its single stepping in a way to minimize or avoid manufacturing faults. But because of the inappropriate situation, huge amounts of faulty boards were assembled and were finally also mistakenly kept in storage for a long time. Performing intermediate tests of the boards right after the soldering step would have been the ideal solution to avoid all these costly delays.
The other important reason for the introduction of highly automated ATE configurations is repeatability and reliability of test procedures and their results. Manual testing is prone to human error in handling of the boards (and in the interpretation of effects and measuring data, too). For example, still faulty boards may erroneously be manually conveyed to the next process step or – much worse – even delivered to customers.
As all manufacturing and test specialists know too well, the rework costs for production-related defects will grow according to an exponential function, as later as they will be found and corrected in the entire manufacturing process along the line from the shop floor to the field. We all know: it is highly cost-efficient to fix defects immediately in the production line where they occur, but it is outstandingly expensive to correct such flaws at the customer’s site. Therefore, product verification and the eventual repair should be provided in a well-timed manner, in order to avoid devastating experiences. If such inspections or tests are even performed after every main-process step, this approach provides the ability of quick and cost-efficient correction of the entire production process as a strategy for trying to avoid those failures in general. Following all the ideas mentioned above, the first generation of automated board-test handlers was designed about 20 years ago.
First-generation board-test handlers
To achieve a fast and sufficient solution for the inadequate circumstances 20 years ago, the first test handlers developed were integrated at the output station of the soldering machines, complying with their chain-conveyor tracks. This has brought instant improvement in regard to the problems previously revealed.
The downside of this solution soon became obvious: the necessity to bridge the distance between the test electronics itself and the test fixture (contacting the boards by spring-loaded pins) with long cables. However, the interconnections and cables produced impedance problems with critical RF signals and transfer resistance, making their accurate measurement practically impossible. Resolving this problem, separate test handlers of a profile-type with integrated board transport were later designed. This in turn has lead to a simpler board-handling procedure and more reliable contacting/signal transfer. Because the testers themselves were now placed near the fixture, the cabling could be minimized in length, and signal quality and transfer resistance significantly enhanced.
Second-generation board-test handlers
Because of the changed requirements of in-circuit test compared to functional verification of boards, widely differing demands for automation in the test departments were encountered. For example, the in-circuit test equipment of Agilent/HP, GenRad/Teradyne or Digital Test and Spea typically have quite dissimilar interfaces to the connected test fixtures. The in-circuit test, which depends on highly exacting measurements on single components or circuit clusters, provided through bed-of-nail fixtures, demands both the elimination of any transfer resistance in contacting/cabling and undisturbed signal transport to and from the fixture. As a consequence in the design and in the localization of test handlers in the production line, this mechanism was then placed directly above the tester itself. These so-called bridge handlers provided via fixture a direct, high-quality connection between the test object (the board assembly) und the tester electronics by the means of a drop-in-adapter. Such configurations allowed realizing optimized test adaptation virtually without any compromise in signal quality and parasitic effects as shown by transfer resistance and others.
For functional tests, the equipment is mainly based on instruments housed in 19-inch racks. These instruments are configured and programmed according to individual requirements, which are different for every type of board. Therefore, every complete functional test system also was a unique 19-inch rack & stack configuration, placed directly behind or besides the production lines. Because of the footprint issue of equipment on the shop floor, IPTE has developed a 19-inch test handling series, in order to meet these specific demands for functional verification of board assemblies. With such a handling system, all 19-inch-based measuring instruments needed can be placed and integrated in a compact and space-saving manner directly under the test fixture.
Moreover, this configuration provides the advantage that in case of service actions, measuring irregularities or troubles, the contacted boards as well as the instruments are both within the test engineer’s field of view. This presents particular benefits for the first test runs of a new product or ramping-up volume manufacturing. In addition, for even easier treatment of already contacted boards, the hinged mechanism allowed to flap-back the entire test head including the board by 90°. Because of the now freely accessible underside of the test fixture, control measurements with additional instruments were now possible directly at the single test points without any difficulties.
Without such an opportunity, every time a control measurement, service or maintenance action would be performed, the entire text fixture would have been disassembled from the production line and then brought to the laboratory for such measurement tasks. For these tasks, which can often be needed, the effort would be very high and time-consuming. The measurements in the lab would be done normally with other instruments as in the line, an item not to be forgotten. Flaws or inaccuracies resulting from this difference in measurements will not typically be recognized – with all the dramatic impact on production and quality.
Third-generation board-test handlers
The new generation of board test handlers – the third version of its kind – meets very high requirements of users in current manufacturing lines and their complex products by multi-functionality. The new concept and its beneficial features provide simpler handling and at the same time cost reduction in the application of test configurations. Additionally, a comprehensive and powerful software package delivers all the badly-needed tools to the application engineers for optimized programming. Those software tools, for example, allow the direct generation of inserts on the tester screen, control of screw-driver mechanism for fine-tuning or adjustments, or control and monitoring of switching actions, etc. Also, data generated from the process such as up-time of machines, throughput and defect figures, and much other data will be collected and reported to the users.
With the multi-functional test-handler series MFT of IPTE, there is a flexible solution available for the automation of already installed equipment. The multi-functional MFT test handler family was developed for a further automation of existing board assembly lines. Its employment allows for significant reduction of test costs as well as floor space, and minimizes the cycle times in test without any negative impact on the performance of the test equipment.
The main benefit of the MFT mechanical design is the highly modular concept. This means that regardless of whether used in single or dual-line track configurations, with one or two board lifts and single or multiple transport modules, a test handler such as this is able to meet all line requirements. Moreover, any combination of choice of lines, board lifts and transport modules will not place a problem on test handler usage.
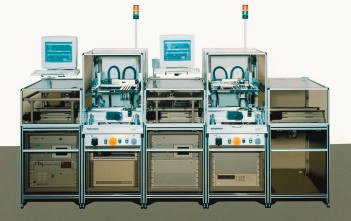
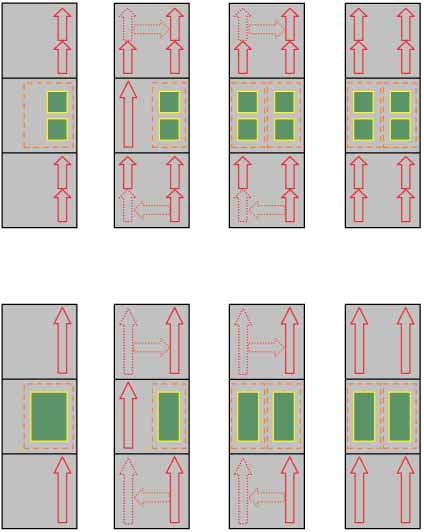
The MFT can be configured using one or two of the built-in conveyor tracks. With two tracks, a transfer system may be applied that connects the two conveyors, forming a bypass configuration. In such a system set-up, a dual-test head might also be installed allowing for both: virtually no transfer time needed from board to board, or dual board testing in parallel, greatly increasisng throughput.
The test handlers are designed as a bridge that will only need to be placed above the test equipment itself. For this arrangement, there are no mechanical modifications necessary at the test systems themselves. Because of the smartly designed construction and its inherent ease-of-use, adaptation and mounting of the MFT test handler is completed within just two minutes.
Such an MFT test handler is a stationary installation in the production line. For service or maintenance reasons, the test equipment can be lowered in height and then rolled out from underneath the MFT handler. An already provided test fixture only needs some minor changes to comply with the MFT series. The newly designed IPTE test handler is available for an entire range of popular board-test systems. These are: Agilent Test Platforms Series II and Series 3, GenRad 228X, Teradyne 1800 and 8800 as well as IFR/Marconi 4200. Besides these special versions, there is a universally applicable 19-inch model available, to be used with other test equipment brands or series.
According to our benchmarks at IPTE, the users of our test handlers of the MFT series areis capable of optimizing his throughput by a factor of four, compared to applying conventional test handlers. This is mainly because of the higher speed of board handling and conveying, as well as minimizing dead time in changing the tests from one board to the other. The use of the space-saving second track can be a viable alternative to a parallel test line with its enormously high demand on floor space and equipment costs. In total: cost of ownership of board ATE can be lowered significantly with an IPTE test handler of the third generation.
ZUSAMMENFASSUNG
Die Automatisierung in der Baugruppenprüfung begann Anfang der 70er Jahre mit den ersten Funktionstestern. Irgendwann war man es dann in höhervolumigen Fertigungen überdrüssig, Boards von Hand in die Testadapter einzulegen. Zudem erkannte man, dass durch das Handling selbst der Tester in der Summe eine große Zeit überhaupt nicht genutzt wurde. Damit setzte logischerweise der Siegeszug der automatischen Testhandler in der Baugruppenfertigung ein, nachdem dies in der Halbleiterfertigung schon lange Stand der Technik war. Hinzu kam, dass man unterschiedlichen Systemkonfigurationen bzw. Testschritten für Funktions- bzw. In-Circuit-Tests gerecht werden musste. In der dritten Generation sind diese Testhandler nun zu multifunktionalen Systemen geworden, die sich äußerst platzsparend über die Tester setzen lassen.
RESUMÉ
L’automatisation du contrôle des circuits a commencé au début des années 70, avec les premiers testeurs de fonctions. Puis on se lassa de placer manuellement les circuits dans les adaptateurs de test, surtout dans les productions importantes. On constata également qu’en raison des manipulations proprement dites, le testeur restait finalement très longtemps inutilisé. Cette situation a logiquement conduit à l’arrivée triomphale des manipulateurs testeurs automatiques dans la fabrication des circuits, qui représentaient depuis longtemps l’état de la technique dans la fabrication de semi-conducteurs. Il fallait en outre tenir compte des différentes configurations des systèmes pour les tests des fonctions et des circuits. Ces manipulateurs testeurs automatiques ont donc évolué, dans leur troisième génération, en systèmes multifonctions qui se placent au-dessus des testeurs en étant extrêmement peu encombrants.
SOMMARIO
L’automazione nelle linee di produzione di gruppi costruttivi ebbe inizio negli anni 70 con i primi tester di funzione. Ma prima o poi ci si stufò di introdurre manualmente le schede negli adattatori dei tester in linee di produzione di grande volume. Inoltre, ben presto ci si accorse che tramite l’handling stesso il tester non venne affatto utilizzato, sommando dei tempi maggiori. Con ciò nelle linee di produzione di gruppi costruttivi ebbe logicamente inizio la marcia trionfale dei tester automatici, benché fossero stati già da molto tempo uno standard nella tecnica per la produzione di semiconduttori. Inoltre, fu già necessario corrispondere alle varie configurazioni dei sistemi per i test di funzione ossia In-Circuit. Arrivati a questo punto, questi tester della terza generazione si trasformarono in sistemi multifunzionali, che possono oggi essere piazzati direttamente sui tester, risparmiano uno spazio notevole.
Share:








{kind=link}