
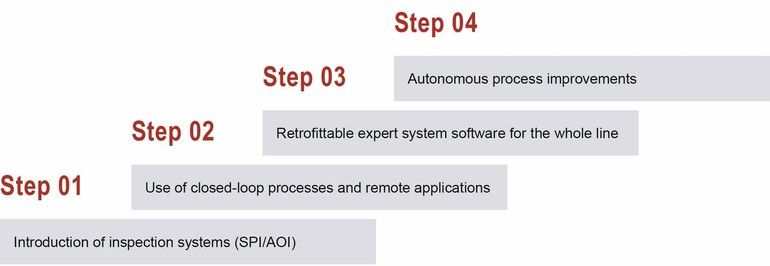
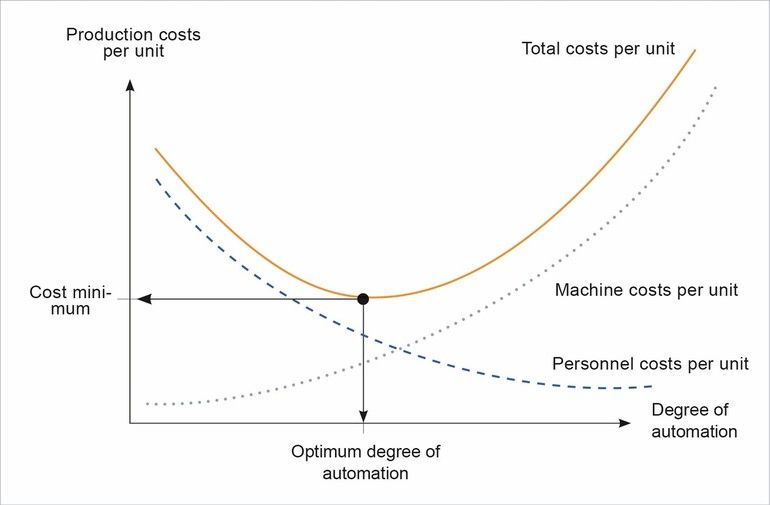

While buzzwords like ‘zero operator line’, ‘dark factory’ or ‘lights-out factory’ might sound like tempting automation strategies in electronics production, investing in ever more automation quickly drives total unit costs to unprofitable heights. Ultimately, the huge complexity of the tasks, at least as things stand today, makes it simply impossible to completely eliminate all specialists on the line. Much more promising is therefore the Open Automation approach, which recommends automating in stages in order to collect more and more process experience until a degree is reached that offers the optimal cost-benefit ratio. By taking this road, manufacturers can retain full flexibility with regard to their solutions, their degree of automation, and their automation roadmap.
To explain the implementation of this staged approach, let’s look at solder paste inspection (SPI), a process step that is still commonly performed as a so-called closed loop between the solder paste printer and the downstream inspection system. It involves many operator interventions, which in turn lead to many non-productive and therefore expensive line stops. The ASM ProcessLens 5D solution is currently the industry’s only SPI system that can be expanded into a self-learning inline expert system by simply adding software. By taking data from the entire SMT line into account, it can not only monitor the printing process but optimize the system entirely on its own.
Basic prerequisite: openness
No SMT line consists of machines and tools from a single manufacturer. That’s why one basic prerequisite for automation is the ability of the various components to seamlessly communicate with each other, and this is only possible if they support open standards. Currently, the Hermes and IPC-CFX standards are considered the most suitable solutions for this in the SMT sector. ASM has long relied on these standards, which is why their systems enable the easy integration of appropriately equipped and communication-capable third-party hardware.
The Hermes standard (IPC-HERMES-9852) represents the Industry 4.0–capable state of the art in board flow management on mixed equipment lines in SMT placement operations. It features flexible data structures for the seamless exchange of all major types of board-related data such as dimensions and a wide range of ID types. IPC-CFX (Connected Factory Exchange) is an open international standard that forms the basis of applications for the integrated smart factory. Any two IPC-CFX endpoints in a manufacturing environment can use it to communicate without the need for middleware.
SPI system & solder paste printer in closed loop
The importance of SPI systems for process optimization is undisputed today. What use would the end-of-the-line control with AOI systems be when errors occur at the start of the line – during the printing process, for example? The first SPI machines were pure monitoring systems that issued an alarm when they detected faulty solder paste deposits. Today, they form a closed loop with the printer in many factories – the first real step toward automation. In most systems, the printer sends ID data for each board to the SPI system, such as the name of the printing program, the board’s unique ID, or a product-specific code. The SPI system measures and verifies this data and adds it to the board data. When a print offset or other error occurs, it sends the measurement results back to the printer so that it can make any necessary corrections for the next board.
Wouldn’t it be much more efficient if the data from the placement machines and AOI systems at the end of the line could be included as well and the SPI system were able to initiate the necessary actions on the printer entirely on its own? This is precisely what a simple software upgrade for the ProcessLens makes possible.
Retrofitting with expert system software
Adding the ASM ProcessEngine software upgrades the ProcessLens SPI to the self-learning ProcessExpert inline expert system. You can now integrate process data from the placement process as well as the results of end-of-line AOI systems because they all communicate with each other using the open IPC-CFX standard. If, for example, the AOI system had previously detected a defect and displayed the measurement data, the process expert had to first determine whether it was a pseudo-error or a real defect. After all, the AOI system was incapable of determining the reason for the error. It couldn’t even transmit this information to the user. In addition, the user did not have the continuous measurement data at his or her disposal, only a snapshot of the current board data. With expert system software, these difficulties are a thing of the past because the system shows the operator the SPI and AOI measurement data of previously and subsequently manufactured circuit boards. This way, the operator can now determine instantly whether he or she is dealing with a single outlier or a trend and whether it is a pseudo-error or a real defect. And since data from the entire line is available, that is from the printer and the placement machines, the operator can understand the causes of errors and take corrective measures on the spot.
Autonomous process improvements
Having fully automatic, autonomous process optimization as the last step of automation means that the system recognizes trends that may violate the process window and can evaluate countermeasures based on this data. The ProcessExpert can thus automatically change and optimize printing parameters to keep the process stable long before misprints occur. As part of this capability, the system also controls the understencil cleaning process. Instead of cleaning at fixed intervals, as is common today, it bases the cleaning cycles on the actual contamination. The expert system software achieves this by splitting the measurements made by the SPI into segments and saving the respective printing results with the associated process and printing parameters in a database along with the data received via IPC-CFX from the placement machines and the end-of-line AOI system. This way, the system learns from each individual printing operation and builds an ever more extensive and detailed process knowledge-base – 24 hours a day, seven days a week, 365 days a year. Even the best expert cannot keep track of all measurements and criteria around the clock and assess them within an acceptable timeframe. The system, on the other hand, overlooks or forgets no detail and optimizes the printing process based on all current as well as all historical SPI data.
Advanced optimization potential
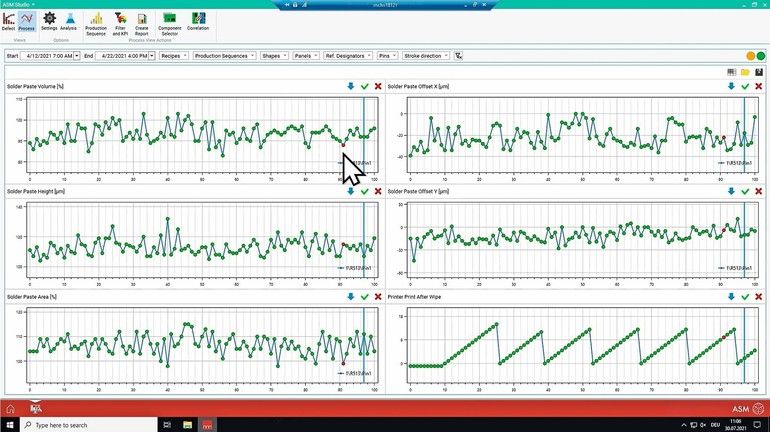
The fact that comprehensive data for the entire line is now available results in even more ways to make production more efficient and productive. One module of the ProcessExpert, for example, is the Quality Viewer, a tool for error analysis and root cause identification across the entire SMT line. It correlates process data from DEK printers, the ProcessLens, Siplace placement machines and third-party AOI systems and displays them in easy-to-understand charts. In this way, root causes of errors can be identified with great precision by examining dependencies between the individual process steps. This is only made possible by the open communication across the line and the collection and merging of data – something which closed-loop systems cannot do.
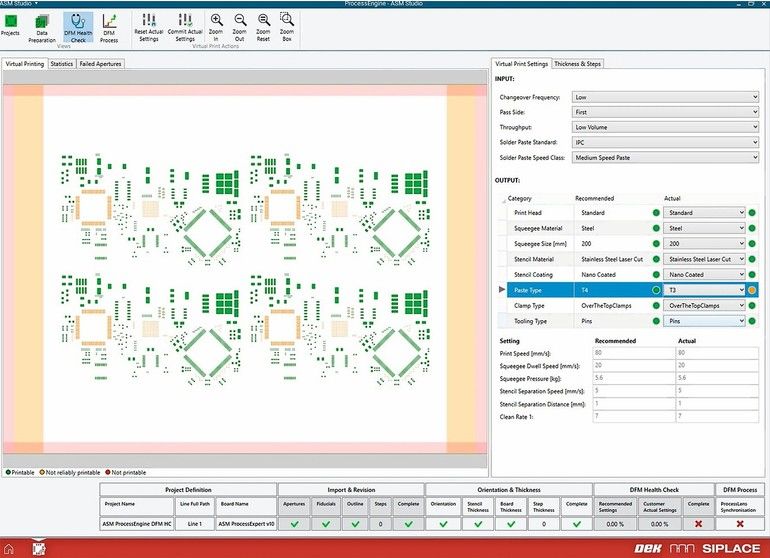
Another example is the simulation of prints when the stencil is still in the design phase. The DFM HealthCheck module requires only the stencil’s Gerber data along with information about the printing environment, printing parameters, process parameters and options to run virtual prints and check whether a reliable printing process is possible. It bases its analysis on the collected historical data from the line as well as lots of additional process data from another ASM database. The results are then displayed in graphical and tabular formats. If stable printing is not possible for the whole board or individual areas, it displays color codes and proposes changes or recommends redesigning the whole board. By ensuring a stable stencil and process design before a stencil is even ordered, the DFM HealthCheck prevents unproductive test prints and expensive line stops.
Betting on the future
Automation across and beyond the SMT line cannot be achieved without the capability of hardware and software solutions to communicate with each other in a non-proprietary manner. That’s why it is critically important to ensure already during the investment planning stage that the systems can exchange information via powerful open interfaces and standards. In this way, you can successfully automate your operations step-by-step at your individual pace and scale while leaving plenty of room for future developments.
Zusammenfassung Résumé Резюме
Eine Automatisierung über die SMT-Linie hinaus ist nur möglich, wenn Hard- und Softwarelösungen auf nicht-proprietäre Weise miteinander kommunizieren können. Daher ist es von hoher Bedeutung, bereits bei der Investitionsplanung darauf zu achten, dass die Systeme über leistungsfähige offene Schnittstellen und Standards Informationen austauschen können.
L‘automatisation au-delà de la ligne SMT n‘est possible que si les solutions matérielles et logicielles peuvent communiquer entre elles de manière non-propriétaire. Il est donc très important de s‘assurer, dès la planification des investissements, que les systèmes peuvent échanger des informations via des interfaces ouvertes performantes et selon des normes efficaces.
Автоматизация за пределами линии SMT возможна только в том случае, если аппаратные и программные решения могут взаимодействовать друг с другом непатентованным способом. Поэтому очень важно уже во время планирования инвестиций убедиться, что системы могут обмениваться информацией через эффективные открытые интерфейсы и стандарты.







{kind=link}