Field-array device packages with higher pincount, smaller size and tighter placement tolerances are driving the density increase on SMT assemblies. ICs with hidden solder balls and joints just as BGA, flip chip and CSPs have become a mainstream trend. To guarantee and verify the assembly process and the board quality, automated X-ray systems with off-axes approach present a solution to this task.
Eckhard Sperschneider, Macrotron
The share of SMDs (surface mount devices) is being increased in virtually every board assembly. Advanced packages add an additional challenge to the testability issue – the increased number of hidden joints – known from BGA, flip chip, CSP and similar field-array types. The established methodology of manual inspection, followed by in-circuit testing, cannot give the depth of examination required anymore. As a result, more and more assemblers are turning to automated inspection to meet standards of quality and reliability.
X-ray in SMT lines
There are two main technologies, the first being automated optical inspection (AOI), the second automated X-ray inspection (AXI). Depending on the assembly to be verified, both of these methods have their part to play in an integrated combination of structural and electrical tests.
Where is the optimum location for inspection in an SMT line? With post-paste and pre-reflow inspection there are two inspection points where we have direct process feedback for screen printing and assembly. These inspection steps are mainly applied by AOI or selective laser inspection methods. Depending on the product, both steps can be combined with post-reflow inspection or electrical test respectively, to meet the fault coverage goal. But only at the post-reflow inspection site, are all major process checks available in one stroke (paste, placement and soldering).
In the last years, especially the automotive and telecommunication industry have driven the assembly quality standards to a level where only a sophisticated solder-joint inspection provides the conditions to reach the high yield and quality goals. AOI is capable for solder-joint inspection of visible spots to a certain extent, but to be really reliable it is clearly X-ray technology that provides the accurate results, not only for defect detection but also to display process drifts and trends.
Different technologies for various environments
The key to using X-ray technology for solder-joint inspection is that its imaging provides the capability to generate a complete profile of a solder joint based on the gray level distribution of the solder, independently of lighting effects or hidden joint conditions underneath a package. This approach cannot only be applied to solder joints; it can be used to detect any kind of specific characteristics of a package or the inner structure of a device. The verification of polarity and voids are other typical applications of board assembly inspection with X-ray.
There are two main real-time X-ray inspection technologies: the transmission approach which provides the complete information of the object such as a solder joint in one shot through the whole item. If this is a visual free shot with no overlapping between other objects, this method is always the preferred way since all information needed is found in one image. With the other technology, image-slice technique, the information is generated by adding different angle shots to a digital 3D model of an object. By mathematical calculations the slices from the object are separated to further image processing use (called tomosynthesis). Another technique to get the image information slicewise is laminography. Here, slices are separated based on an analog procedure by focusing on a dedicated level during X-ray detector rotation.
Both slicing-based techniques are an ideal method to separate top and bottom components during double-sided inspection, but they are limited on resolution versus transmission images. These methods require plenty of computing power and programming effort to separate or select the right slice level. Therefore, these 3D technologies are expensive, only justified for high production volumes of high-density assemblies.
But there is an alternative for using transmission techniques also for double-sided board or bump applications as well. By controlled shooting under an extreme angle (about 50°), it is flawlessly possible to inspect all critical areas of the bumps as well as to set free areas of double-sided boards, which are overlapped by an orthogonal shot. This technique is based on high-performance rotating and tilt function to select the optimum angle shot for an object. The Macrotron MXR series features a special manipulator system to generate the precise angle shots, and has the software capability of automated processing of these images including sophisticated defect detection.
With the right combination and selection of transmission angle shots, the system generates almost 3D imaging in conjunction with the advantage of having all needed object information inside one image set. A comparison shows the price-performance benefits of the off-axis technology.
Manual X-ray inspection system: 100 to 150kEuro
– manual transmission technique
– sample board inspection only
– extensive manual handling
Semi-automated off-axis X-ray inspection system: 150 to 250 kEuro
– automated transmission off-axis capability
– sample and volume inspection of selected areas
– automatic board load and unload
Automated 2D/3D in-line X-ray inspection system: 300 to 500 kEuro
– 100% high-speed capability for 2D/3D technology
– high volumes
– efficient handling in pass-through mode
Strategy with on-line process control
The definition of an optimum inspection strategy is always a compromise between fault coverage and costs which are familiar. With increased quality and reliability standards, the fault coverage needs to be 100%. To reach this high goal, we have to find the optimum application of inspection instruments, ICT and functional test. As the complexity of board assemblies is continually growing, the use of inspection gear becomes even more important. Here, the reduced expense per joint verified is a great advantage for inspection the more complex the board becomes. Therefore, it is essential to decide what kind of inspection method to use.
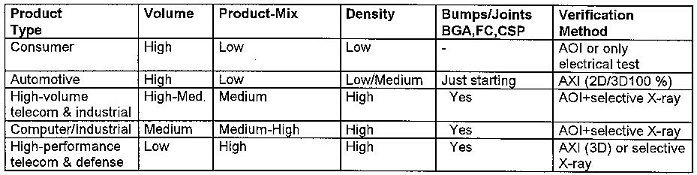
AOI is doubtlessly the most common method for inspecting usual SMT solder-joints. But for the field-array package types with hidden bumps/joints such as BGA, flip chip or CSP, only X-ray is capable of doing the complete job. There are also assemblies with explicit solder-joint quality demands which are completely X-ray inspected. Typically, these boards are used in the automotive industry, and encompass all safety-related modules and all products of key function in the car. Other typical markets are the high-performance telecommunication or military/airborne electronic assemblies. For these products there is one key quality request mandatory: to measure the solder-joint quality in order to guarantee an extended reliability and service life for the final product. Obviously, every test department follows the goal to reach the best fault coverage within an economical ratio of cost and performance using different inspection and test methods. In the high-volume automotive indus-try most assemblies have to be 100% X-ray inspected, in this case automated 2D or 3D X-ray equipment is the preferred choice. But with higher product mix and high-density boards, a combined strategy using AOI and X-ray provides the best price performance.
An off-axis X-ray system to inspect selected critical areas (BGA, fine-pitch components, etc.) will provide ultra-high resolution together with high-performance angle shot capability. This capability is key for the inspection of all kind of advanced packages, and provides in specific areas better results than a 3D AXI that is physicaly limited by a 30° angle and its lower re-solution.
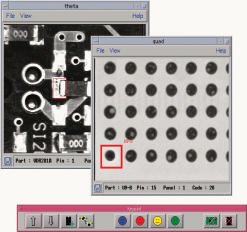
Macrotron introduced the high-performance, off-axis technology together with active process control as first competitor. The MXR series provides an inspection report including defect message plus defect X-ray image. This result can be transferred via network link to a verification and repair station, where the operator can trace the result by scanning the barcode of the board. All data of the inspection is collected in a database, and can be displayed as on-line process control or as statistical production history data. This on-line feature generates graphics of the defect distribution of all inspected parts or joints in a user-defined time window, based on the board layout. It can be used for trend analysis of production quality as well as for immediate process feedback if a problem occurs.
The off-axis technology delivers an alternative approach to traditional verification concepts in the board assembly industry. It can inspect hidden joints and critical solder joints. Using the standard repair and process control software tool, X-Pert, it can be combined with AOI and ICT to reach 100% fault coverage with the highestpossible cost efficiency.
Zusammenfassung
Für die Anwendung der Röntgentechnik in der Baugruppenfertigung stehen verschiedenen Techniken zur Verfügung, beispielsweise Transmission-Technologie und Image-Slicing (Bild zusammengesetzt aus verschiedenen Schnitten) wie Tomosynthesis oder Laminographie. Mit einer neuartigen Aufnahmetechnik unter diversen Winkeln (Off-Axis) lassen sich oft weitaus bessere Inspektionsergebnisse auf kostengünstige Weise erzielen.
Résumé
Différentes techniques sont disponibles pour l’application de la technique des rayons X dans la fabrication de modules, par exemple la technologie de transmission et la technique dite Image-Slicing (image composée de différentes coupes) comme la tomosynthèse ou la laminographie. Une nouvelle technique d’enregistrement sous différents angles (Off-Axis) permet d’obtenir, de manière économique, des résultats d’inspection souvent bien meilleurs.
Sommario
Per l’impiego della tecnica a raggi X nella produzione di gruppi costruttivi sono disponibili differenti tecniche, come per esempio la tecnologia di trasmissione e l’Image-Slicing (la composizione di un’immagine mediante vari ritagli d’immagine), p. es. la tomosintesi o la laminografia. Per mezzo di una nuova tecnica di ripresa da varie angolazioni (Off-Axis) è possibile ottenere spesso risultati di controllo molto migliori a costi più economici.
Share:








{kind=link}