

For many manufacturers, especially for contract assemblers, the over-investment in staff time spent monitoring, tuning and tweaking the dispensing process can become a major cost issue that affects overall profitability. Understanding how different input factors can affect the output response of the dispensing process can help minimize or eliminate this non-value-added investment of resources.
Frank Piracci, Asymtek Corporation
One tool available to aid the engineer in developing a robust dispensing process is design of experiment (DOE). By definition, DOE is the disciplined process of purposely changing the inputs (factors) of a process in an experimental setting, and observing the changes in the output (response). In this case, DOE is used to characterize the dispensing processes to determine which machine parameters will cause the most significant variations in the output response and to qualify various adhesives used in surface-mount assembly lines. Once a manufacturing process is characterized, it can be optimized so that the output will be more stable (e.g., accommodates batch-to-batch variation of material or part), and the process will remain in control over a wide range of input variations.
Jet dispensing adhesive DOE project
A jet-dispensing DOE was designed to characterize the impacts of different machine set-up parameters on the performance of a range of different surface-mount adhesive (SMA) fluid formulations. An Asymtek Century automated fluid dispensing system with a DJ-2112 DispenseJet valve was used to run the experiment. The objectives of the DOE were three-fold:
• Define the optimal machine settings for dispensing various fluids
• Evaluate the jet dispensability of commercially available adhesives
• Develop a robust, qualified jetting process for implementation on factory SMT production lines
One of the primary advantages of jet dispensing is its inherent small number of critical factors. In contrast, conventional needle-based dispensing introduces a larger number of critical factors into the process, increasing the scope andsize of the DOE. For example, changesin the height of mechanical stand-off due to wear, board vibration and valve on-time variations can all affect the quality ofthe dispense. Multiple heads are oftenrequired to achieve the desired through-put in needle dispensing, introducinganother degree of complexity to the ex-periment.
Identifying key process parameters
While the simplicity of a non-contact dispensing valve reduces process complexity, SMA formulations must be evaluated for their ability to be jetted. There is a symbiotic relationship between the dispensing mechanism and the material that must be thoroughly understood to optimize the dispensing process.
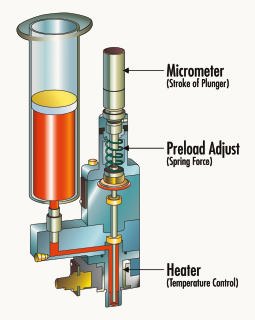
In order to identify the key process parameters, an understanding of the Asymtek jet dispensing process was required. Basically, the jetting head consists of a pin terminated in a ball, which is driven into a specially designed ball seat. The seat automatically fills with adhesive when the ball is raised through the action of a solenoid valve driving a piston, which works against a pre-loaded spring (see figure 1). When the air in the valve is released, the ball of the spring-driven plunger is driven into the seat, causing a discrete amount of adhesive to be ejected through the nozzle orifice. The acceleration force breaks the stream of adhesive, which then strikes the substrate to form an adhesive dot.
The dispensing process was a full factorial DOE that used three different levels for each of the three key jetting factors identified in table 1.
System parameters kept constant in the DOE process were the seat diameter, nozzle diameter and the dispense height. It was important to hold these parameters constant, so that the overall consistency of dot size (measured response) could be accurately evaluated. To ensure an appropriate sampling of different fluid formulations, the experiments were set up to include seven different commercially avail-able SMT adhesives from four major suppliers. The seven fluids chosen for the experiment represent 95% of the adhesives dispensed in the SMT market.
A total of 27 dispensing runs were conducted for each fluid formulation, providing a full-factorial profile for every combination of parameter settings (stroke of plunger, spring preload, temperature) at three different levels in the syringe reservoir (high, mid, low). For each run, an adhesive pattern of 1500 dots was dispensed onto a standard FR-4 substrate. To compensate for any changes due to the level of adhesive in the syringe reservoir, three groups of 500 dots each were dispensed using the top, middle and bottom portions of the syringe. This was accomplished by dispensing excess adhesive into a bowl after each group of 500 dots was dispensed on the substrate. To ensure uniform conditions and no cross-contamination of materials, the valve was completely cleaned at the completion of each test.
The PCBs were cured and labeled (fluid type/settings) after the dots were dispensed. Random samplings of 50 dots from within each group of 500 (high, mid and low syringe levels) were then selected for measurement and evaluation according to both qualitative and quantitative criteria.
Qualitative and quantitative analysis of data
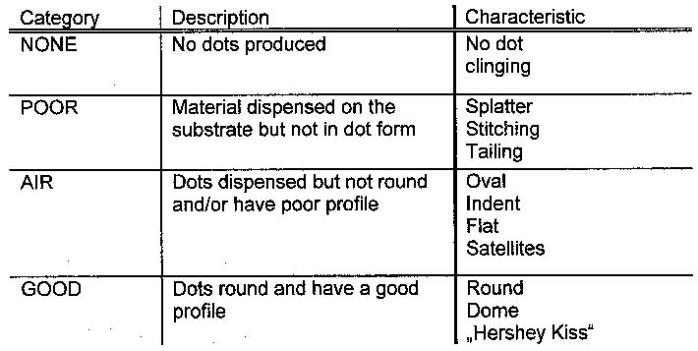
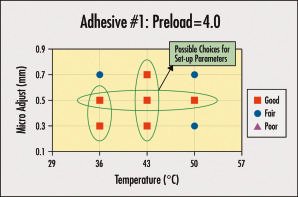
Both qualitative and quantitative analysis were used to evaluate the adhesive dispense process. The qualitative characterization helped define an acceptable working envelope for each SMA formulation. The quantitative analysis was used to develop a table of recommended optimal set points for each type of adhesive based on a correlation of the resulting data. The qualitative evaluation criteria divided the sampled dots into the four categories (defined in table 2), based upon specific descriptive criteria. Visual aids and photographs depicting the type of dots falling into each category were used during the evaluation. Graphical representations (operating envelopes) were developed to illustrate the relationships between various parameter settings and the qualitative results of the dispensing runs. For example, the process envelope shown in Figure 2 is a graphical representation of the dispensing results, in terms of Good, Fair and Poor for adhesive #1 over the entire range of micrometer and temperature settings, at a constant preload setting of 4.0. As can be seen, this particular adhesive formulation shows a wide range of micrometer and temperature settings that can be used to produce consistently good dots.
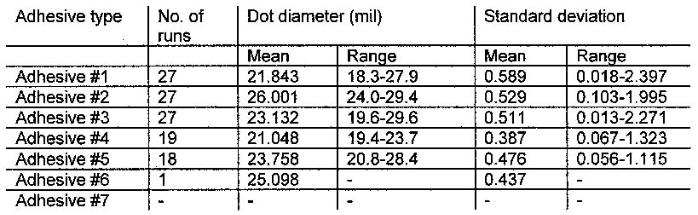
The data was further analyzed using quantitative data obtained from the experiment to determine the influence of the different process variables. Table 3 provides a detailed comparison of the mean and range of dot diameters and standard deviation information for each fluid formulation. (Note: the information is incomplete for fluids that had problems with numerous dispensing runs or which did not produce enough consistently measurable dots.)
Results of the design of experiments
Using both qualitative and quantitative data analysis, the following recommendations were made regarding optimal set points for 4 of the 7 fluid formulations tested.
This DOE was used to characterize new fluids and to determine the optimal process parameters that would provide a robust dispensing process. Specifically, it was determined that jet dispensing minimizes the impact of other process factors, such as dwell time, standoff height (dispense gap), board vibration, etc. Therefore, characterization and control of preload, micrometer and temperature settings can form a solid basis for achieving a robust, control-lable process for any qualified surface-mount adhesive. The extensive characterization and analysis project significantly advanced industry knowledge with regard to jet dispensing surface-mountadhesives.
Zusammenfassung
Die Entwicklung einer Jet-Dispensing-Prozedur für SMT-Klebstoffe kann äußerst zeitaufwendig und kostspielig sein, denn es gilt die Auswirkungen unterschiedlicher Faktoren auf das Resultat zu untersuchen und danach die Prozeßparameter zu definieren. Mit dem bewährten DOE-Verfahren (Design of Experiment) läßt sich das Procedere nicht nur vereinfachen, sondern sicher und rasch durchführen. Auch spätere Optimierungen können gezielter durchgeführt werden.
Résumé
Le développement d’un procédé d’application par jet pour les colles SMT peut s’avérer extrêmement long et coûteux car il s’agit d’étudier les conséquences de différents facteurs sur le résultat puis de définir les paramètres du processus. La fameuse méthode DOE (Design of Experiment) permet non seulement de simplifier la procédure, mais également de l’exécuter de manière sûre et rapide. Les optimisations ultérieures sont également mieux contrôlées.
Sommario
Lo sviluppo di un procedimento Jet-Dispersing per collanti SMT può essere molto dispendioso dal punto di vista del tempo e dei costi, poiché è necessario definire ed analizzare gli effetti dei diversi fattori sul risultato e dopodiché i parametri processuali. Grazie all’affermato procedimento DOE (Design of Experiment) non solo è possibile semplificare notevolmente il procedimento, bensì realizzare un’esecuzione rapida e sicura. È anche possibile realizzare in un secondo momento processi di ottimizzazione mirati.
Share:







{kind=link}