The demand for traceability of products and components is increasing in modern manufacturing; this is particularly true for suppliers to the automotive industry. Production operations can find themselves obliged to recall products, and a traceability system is necessary in such a situation. It is also invaluable in identifying the source of methodical errors in the placement process, and consequently in helping to learn from those errors.
Dr. Friedrich W. Nolting, Diplan, Germany
One possible reason for a product recall is the use of a faulty component in manufacturing. In such a case, it is desirable of course that the number of products that will have to be recalled is kept to a minimum. If, for example, it has been discovered that a capacitors lot contains a portion which fails to function after six months, then it is desirable that only those boards are recalled on which these capacitors have been assembled.
In order to identify the boards involved, it is necessary to keep records on products and components used for their assembly. Ideally, the components, their serial number and the suppliers are known, and each board product is identified by its serial number. However, tracking and registering of all components and boards is a very time-consuming business.
First verification – then traceability
In a simplified traceability system, records can be created regarding jobs, boards and components. The boards are handled in groups (batches). From these data, it is possible to conclude which particular batch of components and board assemblies are processed in a job. The system can be enhanced and refined so that even more differentia-ted records can be gained, regarding not only a board lot but also the individual boards. In order to do this, a barcode reader has to be in place, and each board assembly needs individual barcode identification.
A rule in the electronics industry is: first verify the part, then collect information for traceability. In order to reach the best possible product quality, it is mandatory to avoid typical errors exactly where they can be generated. One of the error-prone steps is the loading of feeders with parts. Independently from the workflow, it should be a rule of thumb to first verify the parts before starting the board assembly. Shop-floor management commitment is to provide appropriate tools for the operators.
The main benefit of a set-up verification system is that it can be used to prevent erroneous placement with wrong components. During the iden-tification process of a component, a check is also made in the set-up configuration to ensure that the component will be placed at the correct position.
System concept
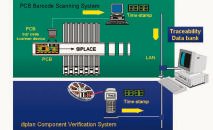
The traceability system of Diplan runs on a Windows NT PC workstation. The batch identification is provided using hand-held terminals with barcode scanner. The workstation needs to be connected to customers’ LAN (local area network) configurations, also to the computer for the placement programming and to the host system. Another centralized located workstation is recommended for the eventual extension of the system, for maintenance and redundant operation.
The GUI (graphical user interface) of the traceability system displays the following information: current placement line in operation; current set-up data; current board product type; the verified components, and the unverified components (which are expected in set-up data suit, but have not yet been verified).
The traceability system uses database tables which relate component batches to specific jobs and individual boards. The traceability hardware configuration can be adjusted depending on customers’ requests. A permanently mounted scanner will read the barcodes of boards. The processing and organization of these barcodes can be an additional feature of the system. After each set-up change, the complete data set including the component batches are exported in a specific format to a traceability target system.
The steps for registration and recording, saving, processing and exporting the traceability data are indicated in the illustration (figure 1). As can be seen, component batches are identified through a hand-held data terminal, and the data is then saved (with time stamp and status information). The protocol tables simply receive all data in a tabularized form. For a set-up or feeder refill check, the data of the status tables will be called back. For the export of data to the target system, all information of each individual set-up is made available. The traceability system generates data tables which relate component batches to single jobs and on request to the individual boards. The standard system identifies batches. Job numbers, board and component batches are registered and recorded using the terminal with its barcode reader. Components are registered and recorded in the very moment when they are brought in a production line or before a feeder refill.
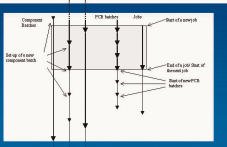
The traceability system evaluates the recorded data. From these data, it is possible to assess which component and which board batches were used in a particular job. Furthermore, the Diplan traceability system tracks down component and board batches in order to assign previous batches to a following job. Figure 2 explains the evaluation theory using a time axis with different component and board batches. It also considers the recording of time stamps that are graphically represented by arrows. The bold outlined component and board batches are recorded together with the job number in the halftone area.
Barcodes are registered and recorded together with a time-stamp. Then the terminal is restored in its compartment, thus enabling data exchange to take place between the mobile station and the PC. The component barcode data is saved in the local database which relates to the current set-up, and the data is transferred to the PC.
If a set-up has been specified, this overwrites the current set-up information in the local database. In the course of this action, the component barcode will also be updated. Depending on the configuration, identical barcodes will not be changed in a new set-up. Data erasure from the terminal will take place only when all the previous steps have been finished successfully.
Changing a set-up
When a set-up procedure for a placement line starts, all previous component barcodes become invalid. The specification of a new set-up (automatically or manually) follows this route: erasure of the old set-up data (and component barcodes) from the database. If a configuration matches fully, then the current component barcodes which are used identically in both set-up procedures will not be changed. Finally, the new set-up data will be transferred to the local database. The export of the batch data to the customers’ database servers takes place automatically on request, and can be configured in the software menu.
The single steps in this procedure are comprised of the following: scanning of the component batches in the current set- up; restoring the terminal in the loading compartment, and transfer of the data to the local PC database and to the host system.
Machine stop
The equipment users need to change their production runs during certain time spans, also the set-up of the machines. One big advantage of the verification system is that these set-up alterations are detected automatically, and the download of the next component data in the set-up suite is also provided automatically.
During the approval of placement operations, this question can arise: how can we assure that such verification is provided securely through an operator? For this, the machine-stop option focuses on the workflow to enforce the operators to execute the verification before the placement equipment can be started.
The software system
As the set-up verification system detects alterations automatically, the software stops the machine until the unknown (not yet verified) parts in a set-up data suit have been checked. The software also allows running several board types in a shared set-up. After the changeover of board products, the parts already verified will be accepted. The previous set-up verification makes it thus possible to run production without any machine stop.
The system has a direct interface to the machine control unit, where the verification software prohibits any placement operation until the components have not been verified, respectively, or the component batch information was not collected completely.
Flow of operation
The machine stop function allows verifying different set-up data suits, and to crosscheck this information against expected part and subject numbers. In the following, there are some examples how this feature helps to control the placement process.
Example 1 – After a manually provided set-up, the verification is completed and successfully finished before production starts. The operator initiates the job at the placement machine. The traceability and verification software has checked for all parts to be verified, and the process starts without any difficulty.
Example 2 – After a manually selected set-up, the verification was started, but has not been completed before production begins. The operator starts the job at the placement machine. The traceability and verification software checks for all parts to be verified, but the equipment will be stopped. After the verification has been completed successfully, the software frees the stop function.
Example 3 – The operator launches a job at the placement machine for which the set-up change at the placement machine was recognized auto-matically. The verification was started, but has not been completed until production starts. The traceability and verification software checks for all parts to be verified, and the process will be stopped. After the verification has been completed successfully, the software frees the stop function.
Example 4 (board barcode option) – The set-up data of a board batch was loaded into a placement machine. The equipment stands still until the matching placement recipe is loaded. The verification was completed successfully before production started. The traceability and verification software checks for all parts to be verified, and the process begins without any stoppage.
The evaluation of trace data
The start and stop time stamps of the processing of different batches must be recorded to assign components and boards to the appropriate job numbers.
• Start job
Automatically recording through job download from Siplace line computer
Manually recording through finishing the previous job at MobiCheck work-station
• Finish job
Automatically recording through next job download from Siplace line computer
Manually recording through finishing the job at MobiCheck workstation
• Start board batch
Record time stamp of new board batch through hand-held scanner
• Finish board batch
Record time stamp of next board batch by hand-held scanner
• Start component batch
Record time stamp of new component batch through hand-held scanner
• Finish component batch
Record time stamp of next component batch via hand-held scanner
ZUSAMMENFASSUNG
Die Rückverfolgbarkeit (Traceability) von Bauelementen und Prozeßschritten in der Baugruppenfertigung trifft zunehmend auf höheres Anwender-Interesse. Sie ermöglicht nicht nur das Verfolgen von eventuellen Defekten im Detail, sondern solch ein Traceability-System ist auch hilfreich beim Rüsten von Fertigungsmaschinen, um Fehlbestückungen zu vermeiden.
RÉSUMÉ
La traçabilité des composants et des étapes des processus dans la fabrication des sous-groupes intéresse de plus en plus les utilisateurs. Elle permet de suivre de manière détaillée les éventuels défauts et un système de traçabilité est très utile pour la préparation des machines, en vue de prévenir les erreurs d’équipement.
SOMMARIO
Il rintracciamento (Traceability) di elementi costruttivi e di passi di processo nella produzione di gruppi costruttivi sta destando sempre più l’interesse degli utilizzatori. Esso non permette solamente di inseguire e rintracciare eventuali difetti in dettaglio, ma permette anche di attrezzare meglio le macchine e di prevenire futuri errori di equipaggiamento e piazzamento.
Share:








{kind=link}