


Solder paste is a mixture of metal powder and flux. Both main ingredients will determine for which application a particular solder paste is suitable. Metal powder is made from high purity base metal elements. The low level of impurities in each metal and in the alloy will guarantee correct melting points and solder joint quality and purity. The powder distribution, mostly expressed in micron, is equally important. The spread of particle size in the powder will determine the printability, stability and reflow features of the solder paste.
Solder paste is a mixture of metal powder and flux. Both main ingredients will determine for which application a particular solder paste is suitable.
Metal powder is made from high purity base metal elements. The low level of impurities in each metal and in the alloy will guarantee correct melting points and solder joint quality and purity.
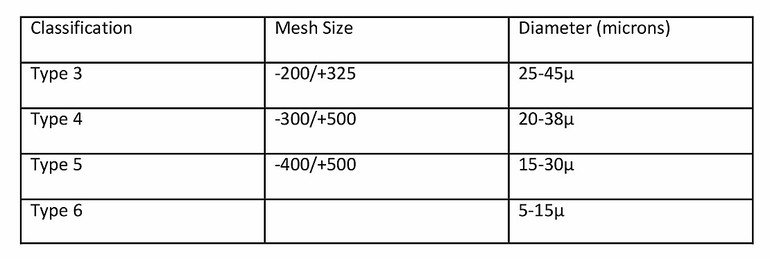
The powder distribution, mostly expressed in micron, is equally important. The spread of particle size in the powder will determine the printability, stability and reflow features of the solder paste.
It is therefore extremely important that the metal powder used in the solder paste has a high purity and a tight specification on its particle size. The second main ingredient of a solder paste is the flux. The flux system will determine the characteristics of the paste during transport/storage, printing, component placement and reflow. Inside the flux are several ingredients which can vary from paste to paste:
- Rosin: rosin is a natural product which is harvested from mainly pine trees. Rosin has a natural activity level (due to slightly acid character), a natural stickiness and a natural thickening effect. On top of this rosin can also prevent oxidation during reflow and has an influence on the paste viscosity. It will also contribute to a more insulating residue.
- Resin: resin is in fact synthetically made rosin. The main reason to manufacture synthetic rosin is to guarantee a more consistent and stable quality. Features as acidity, color and viscosity can vary in rosin due to atmospheric conditions. In order to keep the ideal features of rosin the rosin manufacturers have to modify the rosin chemically prior to delivery. Resin does show constant chemical and physical features but does not have the natural activity, tackiness and thickening effect of rosin.
Some solder pastes have a mixture of rosin and resin in their flux system
- Stabilizators: these chemicals are in the paste to keep the paste stable during transport, storage and printing. They regulate the ability of the paste to keep a stable viscosity. Consistancy in viscosity is important during the printing process. If the paste looses its initial viscosity it can either slump or become dry with negative influence on printing
- Activators: the activators are inside the flux system to help the flux to
- 1. clean the surface of the board and component
- 2. reduce the surface tension
- 3. promote wetting of the solder paste. In Pb-free pastes the activators are very important towards having sufficient wetting
- Solvents: these high boiling alcohols are in the flux system to solubalize some of the other ingredients. They also help to clean the surface.
- Surfactants: these chemicals will clean the to be soldered surface and reduce the surface tension which helps the wettability of the solder paste
- Heat stabilizors: these ingredients will influence the stability of the paste during reflow. Heat stabilizors have a direct influence on the behavious of the paste during reflow. This will allow the paste to be used for instance with long and hot reflow profiles. They also act as oxidation protection.
- Rheological agents: these are also called thickeners. Rheological agents will give the paste its final viscosity and ability to keep the viscosity stable during storage and printing. They also contribute to the tackiness of the paste which is important for component placement
Other ingredients can be plasticizers, fragrance and inhibitors (to prevent flux to react with powder).
Obviously the process of mixing metal powder with flux will determine if the paste is homogeneous and stable. Most Pb-free pastes have 11 – 12 % flux, this is expressed in weight percentage. In volume percentage the ratio between metal and flux is about 50–50.
Influence of solder paste on component placement
The solder paste is the material which will enable the mechanical and electrical connection between the bare board and the SMT component. Very important factors to consider are the importance of good printing and controlled reflow conditions, as well as the overall quality of the solder paste and the influence it has on pick and placement processes. After printing the paste has a certain volume and height on the smt pad. This volume and height has been determined as being the ideal quantity to have excellent solder joint formation and wetting on the pad. During component assembly and prior to reflow the solder paste needs to keep the component in place. Therefore it has to keep its consistency during the placement process and transport time to the reflow oven. Features such as tackiness, slump and thixotropic index are key towards stable solder paste during placement.
Ideally component placement is done within a few moments after printing the solder paste. However in real production there is often a delay prior to component placement.
This delay can be caused by:
Slow component placement: Depending on the amount of components which needs to be placed it can take several minutes before each component is placed
Pick and place machine down: Component missing, empty component trays or reels, …. can slowdown component placement
Stoppage due to lunch or other breaks: Often printed boards are waiting up to half an hour prior to component placement during breaks in production
Tackiness
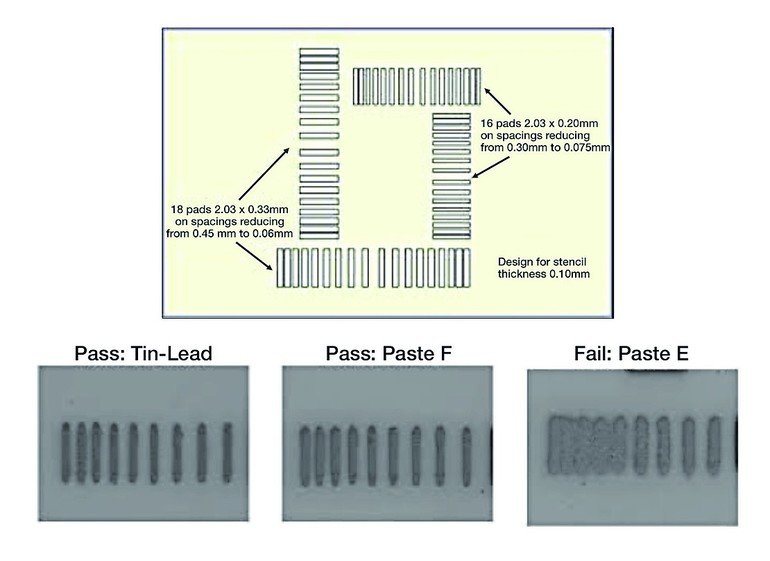
Tackiness expresses the ability of the solder paste to grab the component and keep it in place. This is important when the pick and placement machine has a table which moves in two directions towards the placement nozzles. It is also an important feature for odd shape, high and or heavy components. Tackiness can vary over time. Therefor it is often tested over a longer period (e.g. 24 hours). Theoretically, the solder paste‘s sidewalls are perfectly straight after the paste is deposited on the circuit board, and it will remain like that until the part placement. If the paste has a high slump value, it might deviate from the expected behavior, as now the paste‘s sidewalls are not perfectly straight. A paste‘s slump should be minimized, as slump creates the risk of forming solder bridges between two adjacent lands, creating a short circuit.
Slump is measured by printing solder paste with a dedicated stencil on a copper substrate. The apertures go from small pitch size to increased pitch. Two atmospheric conditions are used: cold slump at room temperature and hot slump at 80 °C. 20 minutes after printing the paste is inspected and checked for bridges or slumping.
Thixotropic index
The thixotropic index is the ability of a solder paste to recover its ideal and initial viscosity. During the printing process the viscosity of the solder paste is going to change (read the solder paste will become more liquid or viscosity is reduced) due to the movement of the paste on stencil. Once the paste stops moving, for instance when it is on the board pads the viscosity has to go back to the initial value. This initial value is the most stable value and will allow the paste to have good slumping and tackiness.
Reflow soldering
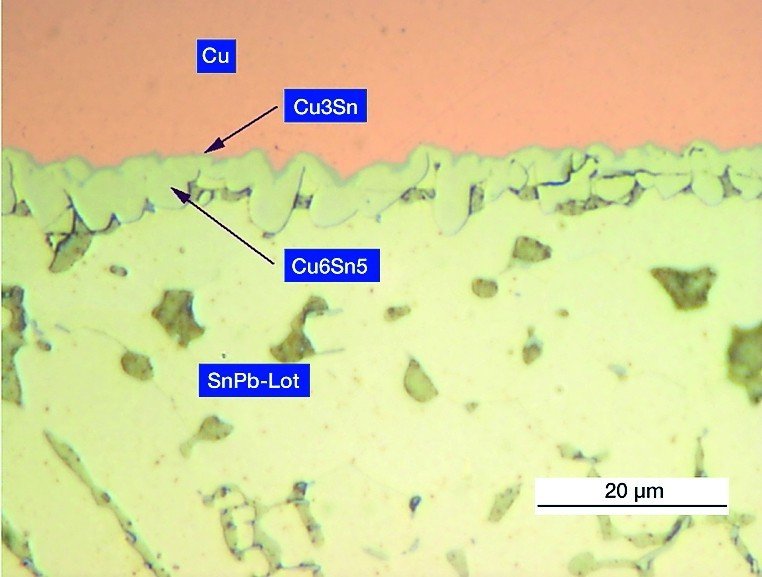
Soldering in electronic manufacturing is always a connection between copper (Cu) from the printed wire board (PWB) and the Tin (Sn) of the soldering material. Same principle applies to the connection with the component. For surface mount (SMT) components the soldering process is mostly achieved during reflow soldering. Mainly convection reflow ovens are used an alternative method is vapor phase soldering. The solder paste, which has been printed on the pad surface of the PWB is needed to achieve this connection.
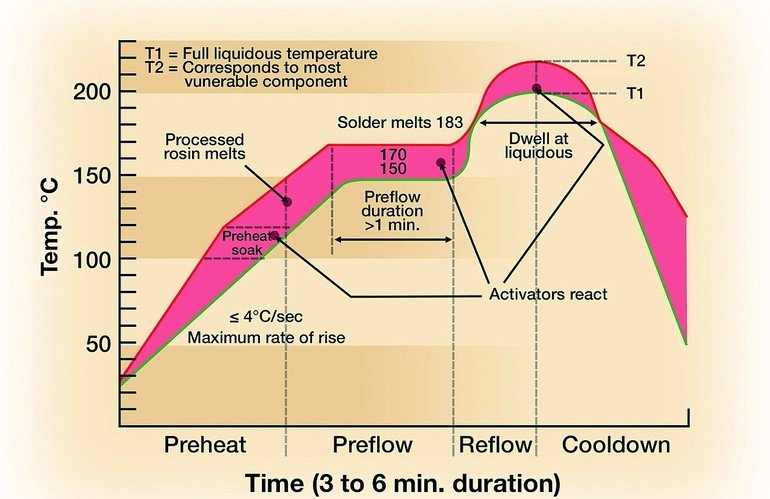
As already described above, solder paste consists of metal powder and flux. Inside the flux are several ingredients which will assist in the formation of this connection. The connection is made by melting of the solder paste in a controlled way. Obviously the alloy also needs to be cooled down in a controlled way. This controlled way is called a reflow profile. This is a correlation between temperature gradients versus time. Each alloy has a different profile, each solder paste will require a particular profile in which it gives the best performance. More importantly each electronic assembly requires a dedicated profile. Needless to say that for instance a PWB for mobile phone will have different profile requirement compared to a motherboard for your home computer. Another variable is the reflow oven itself; the amount of reflow zones, atmosphere used (Nitrogen or Air), power, etc. It is therefore important for the solder paste to show a wide operating window towards reflow profiling. When we look at any reflow profile we can distinct three zones:
Zone 1: Preheat: In this zone the total assembly is gradually heated up. Solder paste depending a maximum heating rate (°C/min) needs to be respected. During this heating up stage the flux of the solder paste will clean the pad surface and component leg. If the assembly is heated up too quickly the flux will not have sufficient time to do its job, if heating up is too slow the flux will be exhausted.
Zone 2: Pre-reflow: During this stage the assembly is stabilized (plateau) or gradually increased (ramp to spike), further activation of the flux is achieved. This activation will help the paste to wet the pad surface. In this zone the bulk of the flux evaporates, therefore the temperature/time ratio is important towards void building and residue formation
Zone 3: Reflow zone: In this zone the solder paste is brought above its melting point (liquidus) and kept above this point during a certain time. The temperature is also gradually increased till peak temperature. After peak temperature is reached the assembly is gradually cooled down till below melting point (solidus). This solidifies the solder paste and the solder joint is formed. The reflow zone length and peak temperature will have a direct influence on the solder joint quality. After solidus point is reached the assembly is cooled further to temperatures which allow manual handling.
Share:








{kind=link}