
Today’s automated dispensing procedures for electronics manufacturing are a complex and precise process in order to meet the challenges posed by ever more demanding assembly and component technology requirements. Dedicated and highly advanced dispenser technology is key to success in meeting challenging applications in an electronics production environment with precision and repeatability.
In the following we will describe the key components that comprise a modern dispenser, with a view toward understanding the importance of each; the result will illustrate how these essential sub-systems combine to create effective high-volume dispensing platforms. Real production-world examples with data substantiating the speed and accuracy obtained for some of the most common advanced dispensing applications in the electronics manufacturing industry will be demonstrated such as high-speed surface-mount adhesive (SMA), wafer-level underfill and shield-edge interconnects.
A dispense application is most simply defined as placing a controlled amount of material in a particular location. In reality, however, automated dispensing of electronic materials in a volume-production environment is a complex and highly-controlled, repeatable process. Automated dispensers are tasked with accurately and consistently depositing a wide range of materials in a host of demanding applications ranging from SMT assembly to advanced component packaging and semiconductor manufacturing, and certainly in many industrial applications well outside of the typical electronics industry.
Examples of challenging applications include dispensing sub-250 µm solder paste dots, 0402 SMA (surface mount adhesive) dots at 45,000 dph (dots per inch), or precise flux control for demanding optical applications. Automated dispensers are required to be flexible enough to accommodate widely different process demands with ever-narrowing operation windows and increasing throughput requirements. In order to achieve accurate, high speed dispensing results, the equipment must be constructed from first principles with accurate dispensing in mind. For example, just adding a pump to a gantry system controlled by a trigger signal is not a viable solution anymore, especially for today’s challenging applications.
Global consumer-electronics manufacturing figures have more than doubled in less than eight years in large part due to the growth of smart phones, tablets and ultra-books. All of these products have in common a reduced form factor and weight to enable portability. To achieve this size and weight minimization, the electronics industry relies on “wet” processes that reduce weight, add robustness, and enhance reliability of the products. Due to the continuous reduction in form factor and the higher quantities of products that need to be made, a ‘ground-up’ approach must be taken when designing and engineering and building a dispenser capable of maintaining the high degree of wet dispense accuracy required for these processes.
Precise and stable gantry system
A robust and very precise gantry system is key to achieving speed and accuracy for the moving elements of a dispenser. The gantry must be able to carry all the required instrumentation: camera, lighting, pumps, sensors, Z-axis stage and potentially other modules while moving at a high speed, and it must be able to stop very quickly without vibrating. Machine vibration adversely affects accuracy regardless of speed. Eliminating vibration from the system (damping) quickly and securely is the key to enabling maximum accuracy at high speeds with minimal settling times.
The motion-control hardware that is chosen for installation on the frame, in addition to the gantry-frame materials is critical to providing accuracy at high speeds; and precision sub-micron encoders are required to obtain accurate positional feedback throughout the length of travel. Point-to-point positional accuracy is extremely important for dispensing discrete dots, for example, and also, dynamic in-motion accuracy is crucial for accurate line dispensing. This is the primary difference between a gantry system equipped with an integrated pump or valve, and a particular system designed specifically for demanding dispensing tasks. The dedicated dispenser system will be designed specifically and only for high-accuracy, high-speed production dispensing. That equipment is focused solely on dispensing and no other functionality.
Vision system impacting throughput
The vision system of an dispenser must be able to capture, process and feed back visual data at a high rate with high resolution. This will minimize dead time and allow the gantry to be in constant motion, directly impacting and maximizing the dispenser’s overall throughput.
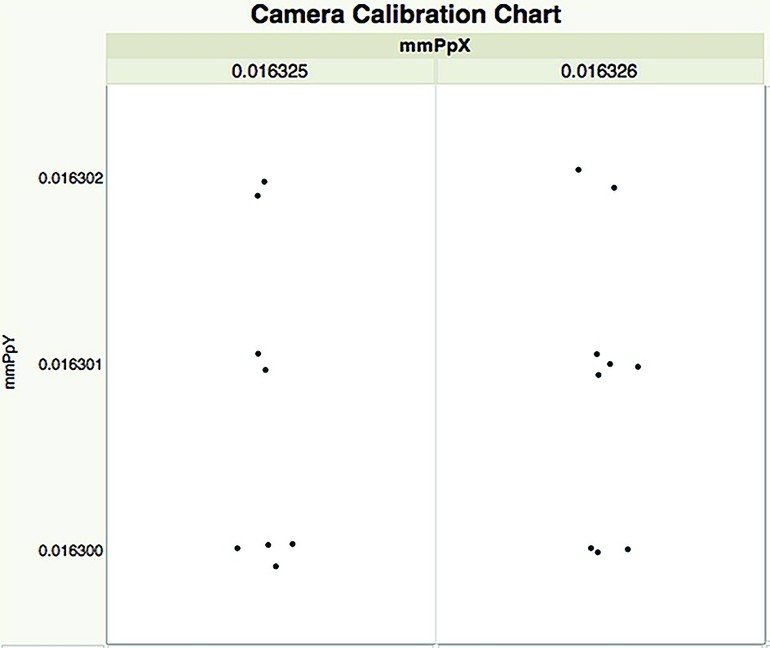
The lenses used to magnify the camera images will determine the overall field of view (FoV) and basic resolution of the vision system. Calibration routines calculate a pixel-to-micron ratio that is used by the gantry system to accurately place the camera and the dispense head. As metrology specialists know: the more repeatable the calibration result, the more repeatable the dispense process will be.
There are many different mechanisms that the dispensing machine may use to deposit fluids and gels, and although they are commonly referred to as ‘pumps’, that term is of course an over-simplification. There are several basic types of dispense tools, and each configuration or design has its own unique array of benefits for certain types of fluids, gels and applications, even though many different material deposition tools can dispense the same materials.
Time/pressure method – A syringe containing the material to be dispensed is directly fitted with a needle. Air pressure is toggled on to promote the flow of material out of the needle and toggled off to stop the flow of material. This relative straightforward procedure can be used with almost all materials. The drawback is the low throughput for processes that require many on/off sequences, which makes this a good tool for R&D applications but rarely used in volume production.
Auger valve/pump – A syringe containing material is fitted to a chamber, usually through a disposable tube. There is a screw or auger inside the chamber that rotates to dose the substance in a controlled manner. Compared to time/pressure systems, this pump enables higher throughput with better material control, and in similar fashion to the time/pressure method can be used with almost all materials.
Positive displacement pump – This pump is also known as a volumetric or piston pump. There is usually a single port or dual port chamber into which the material is fed from a syringe. Once the chamber is filled with the dispense material, a piston pushes or compresses that substance at a controlled rate to dispense. Since the piston and chamber are tightly coupled, the volume displaced is consistent regardless of viscosity. There are two noticeable drawbacks to positive displacement pumps. First, they are ideal for Newtonian fluids, but have difficulty controlling non-Newtonian fluids; and secondly, since a chamber needs to be filled before dispensing, it cannot run continuous dispense applications that require large volumes. (Newtonian is a fluid in which the viscous stress arises from its flow is linearly proportional to the local strain rate. No real fluid fits the definition perfectly, common liquids and gases such as water and air can be assumed to be Newtonian for practical calculations under ordinary conditions. On the other side: Non-Newtonian fluids are relatively common, they include substances which become stiffer or thinner when vigorously sheared. Further examples include many polymer solutions, molten polymers, many solid suspensions, and most highly viscous fluids. They are named after Isaac Newton who first discovered the relation between the rate of shear strain and shear stress for such fluids in differential form.)
Spray valve – For applications that require selective area coatings of certain low-viscosity substances such as flux and coatings, spray valves are commonly used. The materials are atomized using an air stream at the exit of a pressurized fluid path that converge at the nozzle forming a fine spray. Another method is by the activation of ultrasonic transducers close to the nozzle tip to disperse the stream of material resulting in fine spray. The spray pattern can further be controlled through variation of the atomization source, fluid pressure or the addition of an external air sheath to focus the atomized material. Spray valves enable wider area coverage than nozzle dispense and offer good material deposition uniformity; a common effect is rough line edge definition that is a result of the random nature of atomized particles.
Jet valve – Jet valves are mainly used for applications requiring small and precise quantities of substances deposited within a small-sized target area. Material is ejected from a nozzle by the impact force exerted by a piston contacting a seat, a piezoelectric device exciting a diaphragm or any similar method that creates a single drop of material on demand. Many substances can be jetted with very high repeatability. Material rheology is key to determine the capability of the jet to perform more so than viscosity alone. Pneumatic jets tend to operate in the range of 200–300 Hz with new piezoelectric jets capable of operating at frequencies of 600 Hz. Jets have widely become the material deposition method of choice for microelectronics packaging and assembly.
Stream pump – These pumps are a hybrid device, a combination of a positive displacement pump and a jet valve. They possess very similar small shot characteristics and fast cycle rates as jet valves, but do not require contacting a seat to eject the material, and operate on the consistent positive displacement principle of filling a chamber with material and ejecting it by means of piston displacement. Due to this fact that contacting a seat is not required to dispense, these pumps work well with materials that tend to coin within jets such as solder paste. Besides not contacting a seat the other major differentiator between a stream pump and a jet valve is that volumetric displacement enables a larger amount of material to be deposited per single cycle allowing this technology to dispense efficiently in one stroke what a jet valve would require several cycles to achieve at a particular location.
Given the differences between dispense tool capability and method of operation, the common factors taken into consideration for valve/pump/jet selection are as follows: material rheology, throughput requirement, target dispense weight, and process window.
What differentiates a special dispenser machine from an automated Cartesian system with an on/off signal is the way it is capable of controlling different pumps, jets and valves. The key to precise controls is not only via dedicated hardware channels, also the software is a key element that enables the different dispensing mechanisms to perform to peak capabilities in conjunction with the gantry and vision system. This is especially noticeable when dynamic dispensing control during high-speed gantry motion is required to enable high throughput in advanced packaging and assembly applications.
System calibration indispensable
To minimize the tolerance stack-up of the major sub-assemblies within a dispenser a well-designed “calibration station” is required. This sub-assembly ties all major components of a dispenser together and enables the precise and coordinated function between different dispense tool setups. Automated system calibration routines eliminate human interaction and therefore eliminate a process variable that can introduce errors into the equipment accuracy.
Once the gantry arrangement, vision system and valve/pump/jet devices have been set up through a calibration routine, the final step is to prove the capability of performing complex dispensing applications. This way, we determine the maximum speed at which the process can be executed within given accuracy specifications.
Three common dispensing applications that present challenges when running at high throughputs are outlined below, with the resulting solution and enabling factor(s) for reference:
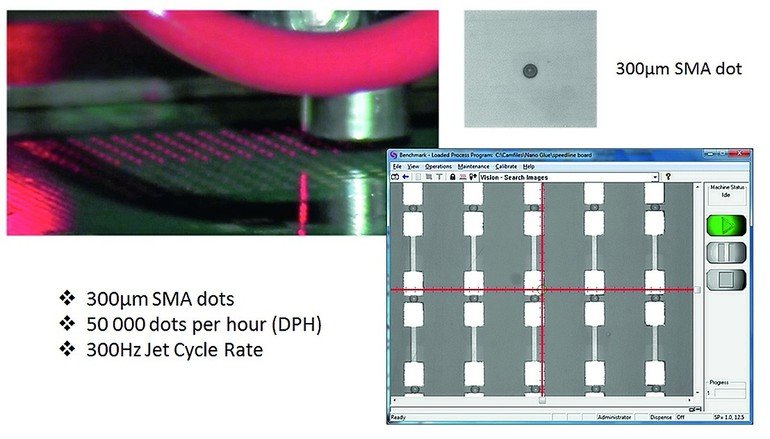
High-speed surface mount adhesive
A jet-type pump is the preferred tool for dispensing SMA for 0402-form components and larger. This is because the high cycle rate and small dot capability of a jet enables many discrete SMA dots to be placed rapidly. By coupling a piezo-controlled jet with a high-speed gantry, a dispenser can accurately place 50,000 dots per hour of adhesive. These enables remarkably higher production throughputs due to faster overall dispense rates.
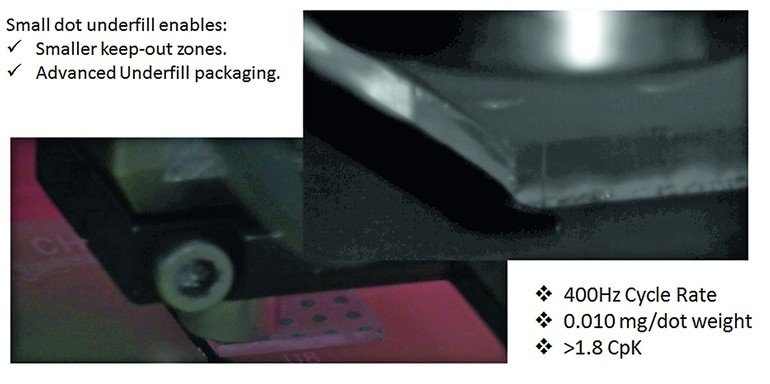
Wafer-level or advanced underfill
Wafer-level underfill applications require very precise dot placement so as to not have the underfill flow to undesired locations. The gantry system is key in keeping a tight positional accuracy, typically 50 µm in these applications. By leveraging the rapid cycle rate (400 Hz) of a piezo-type jet pump you can dispense small dots at a 10 µg/dot weight enabling a high resolution dispense process that does not create overflow of the underfill above the die or to adjacent components.
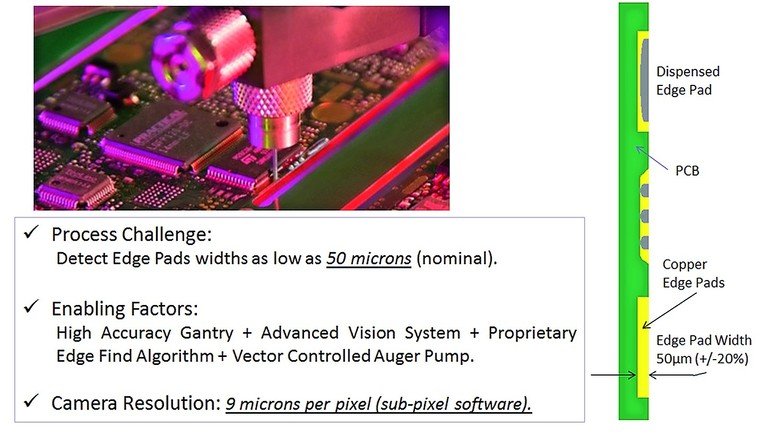
Shield edge interconnect (SEI)
Novel applications such as SEI require that the vision system function with precise algorithms that can find very small pads typically 50 µm at the edge of substrates at uneven contrast ratios. By coupling an accurate gantry, the vision system and a closed-loop controlled Auger pump a precise bead of conductive material can be dispensed on the small target pads enabling a physical electromagnetic interference (EMI) shield connection at the edge of the board eliminating the need to grounding planes within board. The result is more real estate for functional components within the board and robust EMI performance.
Conclusion
In order to precisely enable advanced assembly and packaging processes, the dispense system used must be designed ‘from the ground up’ in order to fulfill these demanding tasks. Each sub-assembly and module has a specific function that contributes to the overall speed and accuracy of a system for performing a specific application. In particular, the valve or pump technology employed coupled within a closed loop system thanks to a calibration routine achieves all the desired targets of wet dispense accuracy, throughput, and process window at optimum rates.
Share:








{kind=link}