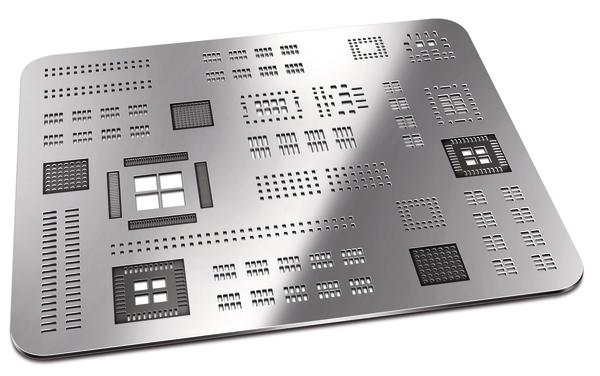


The laser specialist LPKF has developed a process for generating local recesses and bumps in stainless steel stencils for solder paste printing with the StencilLaser P 6060 and G 6080. Electronic component types and dimensions vary greatly and hence require a wide range of connection areas (lands). With the new process, step stencils can be mass-produced in-house.
LPKF, Garbsen (Germany)
Use of the soldering gun has become obsolete in industrial electronics manufacturing. It has been replaced by a process in which solder paste is pressed through high-precision stainless steel stencils (“printed”) onto the circuit board. Step stencils causes solder paste volume to vary locally in order to deliver precisely the right amount for each of the various components that are later mounted. SMD solder paste stencils are made with local recesses (step-down) and bumps (step-up). This enables mounting of fine-pitch SMD components such as fine-pitch ball grid arrays (FBGAs) or robust connection components such as plug connectors in a single operation.
In the past step stencils were generated in a separate process prior to laser cutting – by etching or milling of the recesses in the foil. However, it was difficult to make subsequent changes or corrections. Usually an external service provider was hired for this task, thereby incurring additional time expenditures.
The production process was developed and optimized in extensive test runs by the laser manufacturer’s application team and is suitable for removing defined amounts of material or for welding reinforcements. This suitability was verified in a study performed by the manufacturer to determine the effects of changing the material thickness.
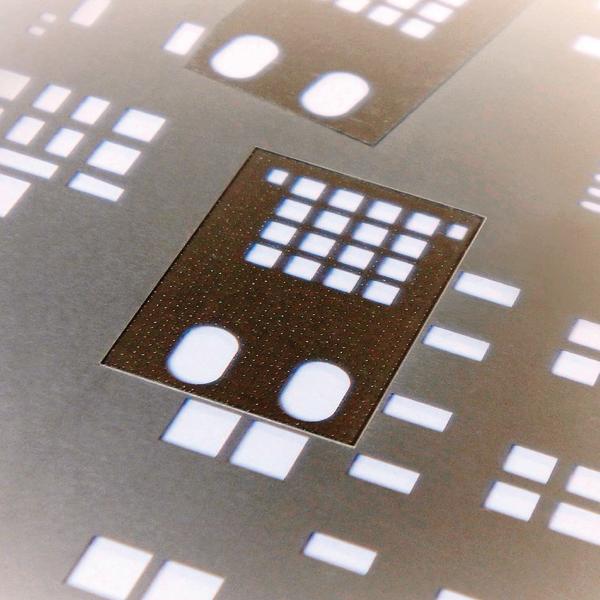
Local recesses for closely spaced lands
Step-down stencils have recesses in the positions in which highly integrated components are to be placed on the circuit board. More closely spaced lands require a smaller amount of solder paste, which is achieved with a thinner stencil: With each pulse, the laser vaporizes minute amounts of the foil material.
The test series discussed in the LPKF tech paper entitled “Manufacturing of step-down stencils” considered a complex conglomerate of factors, including machine parameters, preparation of the CAM data, the effect of the process gas parameters (oxygen, nitrogen, compressed air), pulse interval, and average removal depth per pass. Special attention was paid to nonlinear effects of the pulse width for identification of a reliable process window.
Extensive tests yielded a penetration depth of approximately 10 microns for achieving uniform removal and low roughness. The overall step depth in step-down stencils can be adjusted linearly through multiple passes. The first pass of just 2 microns deep is performed to remove the hard mill scale from the surface. Each additional pass produces an approximately 10-micron-deep step. Multiple passes can be performed to generate standard penetration depths of 20, 30, or 50 microns. The fluidity can be increased through addition of oxygen to the molten material. In contrast, nitrogen isolates the melt from the ambient air and limits the reaction to a minimum.
The increase in roughness caused by an increase in the per-pass removal depth can also be avoided through the use of several machining passes. This advantage of being able to achieve precisely defined step depths is negated somewhat by the higher amount of time required. For example, if a step depth of 22μm or higher achieved with a single pass is associated with a roughness of greater than 1μm, then multiple removal passes should be performed, even though the machining time is thereby increased. The step precision achieved through multiple passes is far superior to that of conventional processes, and the cutting edge quality in the step region shows no signs of degradation due to the thickness reduction.
Laser manufacturing of step-up stencils
With the StencilLaser G 6080, step-up stencils can also be made by welding on reinforcement foils in the printing regions. Properly adjusted process parameters ensure a secure connection of materials of various thicknesses. There is a wide range of possible applications for this versatile process, especially for electronics.
Step-up stencils used to be produced using subtractive techniques such as etching and milling of large areas of the material. Laser machining is usually too time-consuming and expensive for this. Laser radiation can also result in strong thermal deformation. Conventional welding with a continuous weld seam (CW welding) also has serious drawbacks. For example, the weld depth varies due to acceleration and braking ramps along the welding path. Bulging of the material in the interior region is also possible because only the edges are welded.
With the new welding process, step-up stencils can be created using the additive technique. The laser generates a spot weld with a single laser pulse; the various laser parameters control the depth of fusion. Spot welding is an established technique for joining metals with a minimal amount of material deformation. The StencilLaser performs this function during punching – a process in which precise holes are made using a single pulse without any interventions into the system.
Influencing factors and their effects
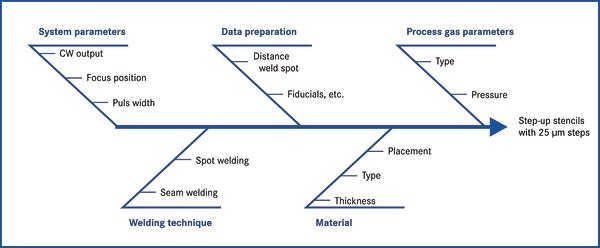
The suitability of the process for making step-up stencils can be elucidated from parameters such as the process gas, the burr height, the depth of fusion, the pulse width, the CW power, and the shear strength. Hence, these factors were tested by the laser manufacturer.
The process gas was found to have an effect on the end result – just as in conventional solder paste stencils. For example, the exothermic reaction of oxygen has an effect. The higher the oxygen content, the more material is raised on the surface and the deeper the weld penetrates into the material. In contrast, nitrogen as a process gas achieves the highest weld quality with the lowest amount of heat input.
Another central criterion is the depth of fusion. The joint surface should be as large as possible, but the material joint should not be porous. However, the depth of fusion increases with increasing energy. Because the focal position hence has the greatest effect, work should be done with a focused beam whenever possible.
The pulse width and the CW power have similar effects on the surface and joint diameters as well as the depth of fusion due to their similar dependence on input power. However, the pulse width can be adjusted over a greater range. The depth of fusion can be adjusted linearly up to 200μm. Hence, of the three independent variables of CW power, pulse width, and focal position, only the pulse width should be varied; the CW power and the focal position should remain constant.
Other important process characteristics for making step-up stencils are the step placement accuracy and the manufacturing time for the apertures cut by the laser. Here, the clever combination with the reload function of the StencilLaser and an optimized process sequence enable a 20-micron step placement precision. This significantly reduces the required minimum spacing between other apertures and the step. The time needed to manufacture a step stencil depends on the number of and spacing between individual spot welds. The performance can lie far below one second per square millimeter of step surface with a spot weld spacing of 0.5mm.
Zusammenfassung
Im Artikel wird ein spezielles Verfahren zur Herstellung von Stufenschablonen diskutiert. Dabei geht es um die Herstellung von Step-Up-Stufenschablonen durch ein neues Schweißverfahren mit der Additivtechnik, welches bei Edelstahlfolien für den Lotpastendruck lokale Vertiefungen oder Verstärkungen erzeugen. Insofern lassen sich Stufenschablonen im serientauglichen Prozess im eigenen Haus herstellen.
Dans cet article, il est question d’un procédé spécial pour la réalisation de pochoirs étagés. Il s’agit en l’occurrence de la fabrication de pochoirs étagés Step-Up grâce à un nouveau procédé de soudure avec la technique additive qui présente des creux ou des épaisseurs pour la pression de la pâte à soudure sur les pellicules en acier. Il est ainsi possible de produire au sein de l’établissement des pochoirs étagés dans le cadre d’un processus valable pour production en série.
Share:








{kind=link}