

There is a clear trend in the electronics industry towards greener, more environmentally friendly products. In particular, EU legislation as well as regulations such as RoHS and REACH have increased the focus on environmental and occupational safety concerns within the electronics manufacturing industry. Among other things, the goal is to completely abandon the use of halogen when manufacturing electronic assemblies. In addition to the use of circuit boards without brominated flame retardants and halogen containing components, it involves the application of halogen-free, no-clean solder pastes and fluxes.
Dr. Alexandra Rost, Zestron Europe, Ingolstadt (Germany)
Since various halogens contained in solder pastes, especially bromides and chlorides, are regarded as harmful to health and the environment, many companies, particularly larger electronics manufacturers, are converting to halogen-free pastes to bring greener products to market.
What does halogen-free mean?
Halogens play an important role as activators in solder pastes and fluxes as they critically influence the solder’s or solder paste’s wetting properties. This raises the question of what halogen-free means for solder pastes and fluxes, and what effects the abandonment of halogens has on the soldering process and other subsequent processes such as assembly cleaning.
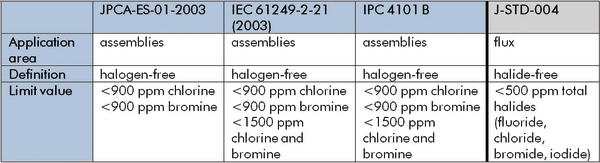
From a chemical perspective, halogen-free means that none of the elements fluorine, chlorine, bromine and iodine may be present. In electronics manufacturing, chlorine and bromine are mainly used in the form of halides for flux or organic halogen compounds for flame retardants. Various industrial standards set limits for halogens or halides. JPCA-ES-01–2003, IEC 614249–2–21 and IPC 4101B set limits for assembly halogen content at 900 ppm for each, chlorine and bromine. The last two standards (IEC and IPC) provide a limit for the total, combined amount of chlorine and bromine at <1500 ppm.
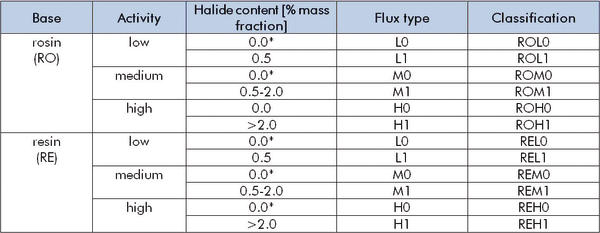
On the other hand, J-STD 004 classifies the halide content of solder pastes and fluxes and thus the corrosion potential of flux residues after soldering, using the categories L (low), M (medium), and H (high). In addition, 0 and 1 are assigned for halide content (0 = halide-free or below 0.05 % mass fraction halide content, 1 = contains halides).
Halogen-free = halide-free?
However, in this context, it is important to note that halide-free is not synonymous with halogen-free. A flux that is categorized as L0 is halide-free according to J-STD-004 as it only contains less than a 0.05 % mass fraction of ionic halogen compounds (= halides).
Nevertheless, this flux can contain other halogen compounds such as organic acids with chlorine and/or bromine as activators. Hence, it is not necessarily halogen-free according to IEC 61249–2–21(2003).
According to J-STD 004, the test method used to classify flux types is ion chromatography. However, this test method detects only halides, not organic halogen compounds. Thus, special specimen preparation (e.g. according to EN 14582) is necessary before conducting ion chromatography to demonstrate the absence of halogens in accordance with IEC 61249–2–21 (2003). Here, combustion converts organic halogen compounds into halides, which can be detected during subsequent ion chromatography analysis. The various relevant standards listed above may therefore lead to confusing the terms halogen-free and halide-free.
Halogen-free – effects on assembly manufacturing
Keeping fluxes and solder pastes halogen-free can have a major impact on assembly manufacturing. Halogens in solder pastes facilitate solder and solder pad deoxidation, which enhance the wetting properties of the solder paste and improve its melting properties. As a result, they basically have a positive effect on the stencil life in the printer, thermal stability, the reflow process-window, and durability.
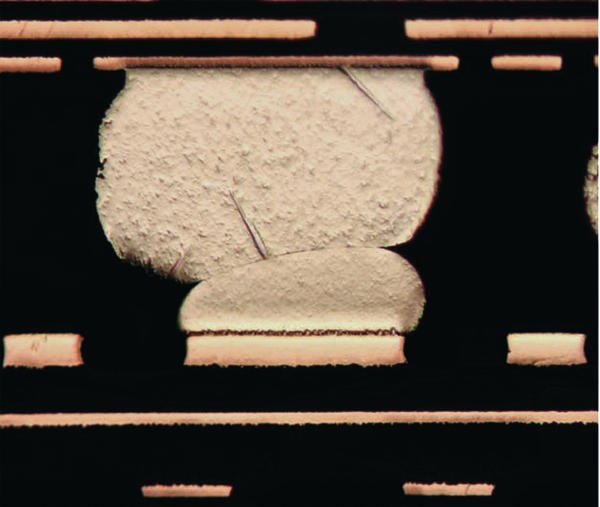
Halogen-free, no-clean solder pastes can thus be potentially problematic in terms of wetting and melting properties, especially in applications requiring a long solder profile or featuring very small solder deposits, e.g. 0201. The smaller the solder deposit, the greater the surface exposed to oxidation, the ratio being based on the total amount of flux. Therefore, for deoxidation small solder joints have a comparatively greater need for fluxes or activators. So the danger of poorly wetted solder joints exists when using halogen-free solder pastes. Furthermore, the elimination of halogens as activators can abet head-in-pillow joints due to the poorer melting behavior.
Solder paste manufacturers typically use a mixture of various organic acids as activators in halogen-free products to compensate for the lack of halogens. The problem in this case is that it is still not known how these activators affect subsequent processes such as the cleaning of assemblies. Therefore, for the first time, the removal of flux residues left behind by popular halogen-free solder pastes has been investigated in this study.
Study objectives and structure
The study’s objective was to investigate the possible effects of substitute activators on the subsequent cleaning process and to be able to determine that no problems are to be expected during a conversion to halogen-free, no-clean pastes when appropriate cleaners are used. This comprehensive study has been recently conducted at the Zestron Technical Center in Ingolstadt, Germany. In the first step, a selection of the most widely used no-clean solder pastes currently available in the market and specifically labeled halogen-free were collected. During this phase, the company’s long-term cooperation with the leading solder paste manufacturers, which allows for newly developed pastes and fluxes to be regularly tested in various cleaning processes, was a major advantage. The results of all trials are collected in a central database, which currently includes more than 600 tested solder pastes. For this study, sixteen common halogen-free solder pastes were selected, including (in alphabetical order) those from AIM, Almit, Alpha, Heraeus, Indium, Koki, Multicore, Senju, and Stannol.
Subsequently, standard FR4 substrates were printed with the selected halogen-free solder paste and soldered according to the solder-paste manufacturer’s specifications. It is important to note that the reflow profile was not changed compared to the traditional halogen-containing no-clean solder paste. Four substrates per solder paste were used to provide a basis for reproducibility.
Cleaning trials at the Technical Center
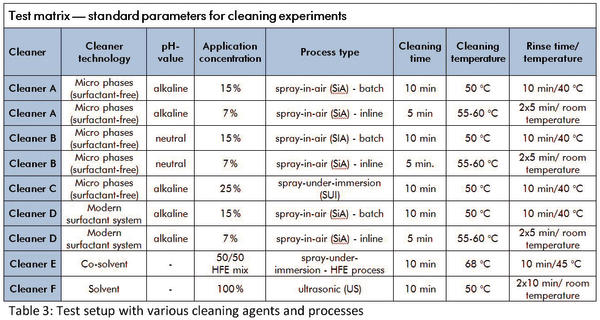
After the soldering process, the test boards were cleaned in different processes at the Technical Center and in accordance with a pre-defined test procedure. Several criteria were considered in the process. First, different cleaning media were tested for each solder paste. Specifically, these were water-based media based on micro phases, modern surfactant technologies and modern solvents. Second, spray processes (inline and batch), as well as the most popular immersion processes, were tested with typical parameter settings for each system. These included the standard settings for concentration, cleaning time, rinsing time and temperature, with which the first cleaning tests are usually performed.
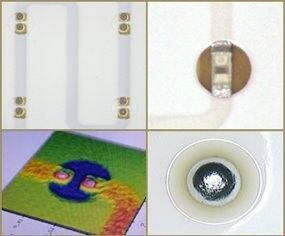
After conclusion of the cleaning experiments, all test boards were inspected for cleanliness in the Analytical Center. The qualification was performed via visual inspection using a macroscope at 20– to 200-fold magnification. The substrates were viewed vertically and the results were evaluated according to IPC-A-610E. The cleanliness levels achieved and the amount of residue detected were categorized as follows: completely removed, mostly removed, or not removed.
Test results for halogen-free solder pastes
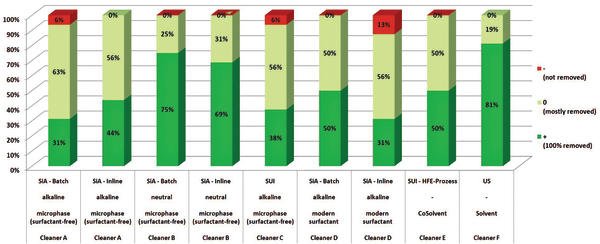
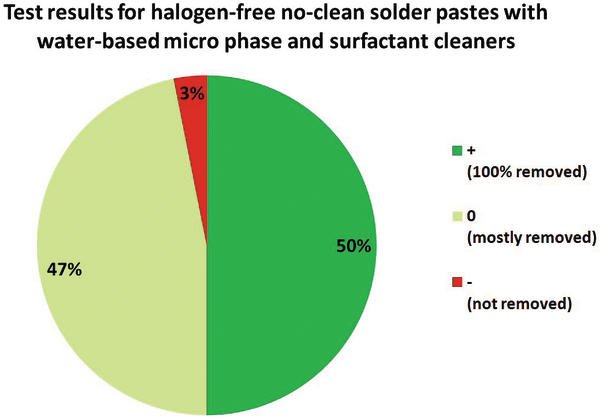
The evaluation of the test series with halogen-free solder pastes revealed that good results could be achieved with all of the tested cleaning processes. The water-based micro phase and modern surfactant cleaners offer the greatest potential for removing residues left behind by halogen-free solder pastes. A detailed examination of the cleaning results shows that the cleaning processes with standard settings completely or mostly removed resi-dues from the test boards for 97 % of the halogen-free solder pastes investigated. In particular, the pH-neutral cleaner demonstrated a complete removal rate of up to 75 %. Only in a total of 3 % of all cases, it was not poss- ible to remove the residues in a satisfactory manner. However, it is important to note that in each of these cases different halogen-free pastes were used.
The ultrasonic process using a modern solvent showed similarly convincing results as it completely removed 81 % of the solder pastes‘ residues. In a water-based immersion process, optimum cleaning results were obtained for 38 % of the halogen-free solder pastes. With one exception, these results also indicated that for all other pastes, only a slight adjustment of the process parameters was necessary to achieve optimum cleanliness.
Comparative test results for no-clean solder paste
To reasonably classify the test results achieved with the halogen-free no-clean solder pastes, a direct comparison was made among the no-clean solder pastes currently available in the market. In this study, these include all no-clean solder pastes that are not specifically distinguished as halogen-free and thus usually exceed the limit values. For this part of the study, the authors referred to the company’s central database, which stores the results of all cleaning experiments conducted with various solder pastes, fluxes and SMT adhesives and constitutes the basis for any process development, conversion and optimization. The study results were obtained by comparing identical processes with the same parameter settings.
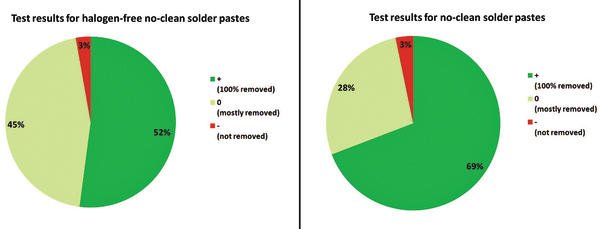
The direct comparison shows that there is a slightly greater requirement for process optimization when using halogen-free solder pastes. While it was possible to completely remove up to 69 % of the residues generated by traditional no-clean solder pastes at standard settings, only 52 % of the residues from halogen-free pastes could be removed. The number of processes that needed to be optimized was proportionally higher with 45 % for halogen-free pastes compared to 28 % for no-clean solder pastes. In both cases, only 3% of the overall cleaning results proved to be inadequate.
In such a rare case, however, an alternative, water-based micro phase or surfactant–based cleaner is always available to provide better cleaning results. Basically, it must be assumed that each assembly cleaner covers a different range of pastes. It may happen that, for example, cleaner B can completely remove a paste, which cleaning agent A can hardly touch.
In summary, it is therefore possible to assert that, regardless of the nature of the cleaning process, a conversion to halogen-free solder pastes is first and foremost not a problem. Due to the increased number of processes that required optimization when using halogen-free pastes compared to traditional no-clean solder pastes in the test series presented, we recommend that users interested in a process conversion thoroughly consider the implications. Whether or not the desired halogen-free solder paste is compatible with the currently used cleaning agent and the cleaning system and residues from the soldering process can be completely removed, should be clarified on a case by case basis and in close collaboration with a cleaning process expert. Thus the user has the opportunity to benefit from the expert’s experience and, when in doubt, to conduct additional cleaning trials to define the most optimal parameter settings for his or her own cleaning process.
Conclusion
In terms of EU legislation such as REACH, the idea of a green manufacturing process becomes ever more prominent. In this process, the conversion of solder pastes to halogen-free products plays an important role. This study shows that when using the appropriate cleaning agent, the conversion to halogen-free solder pastes usually does not present a problem, even if the current cleaning process and the customer’s cleanliness requirements remain the same. Therefore, changing the cleaning medium is usually not necessary. However, the new solder paste should be tested for compatibility with the cleaning agent prior to conversion and the process settings may require slight adjustments. Based on this study, Zestron can provide detailed recommendations with regard to existing and new cleaning processes within the scope of this type of process conversion. Furthermore, the latest halogen-free solder pastes are tested at regular intervals to ensure that current data and findings are always accessible. Since the company has always avoided the use of questionable raw materials, all cleaning agents are formulated free of halogenated compounds and all water-based media contain only low VOC values of <20 %. Therefore, in addition to working with environmentally friendly solder pastes, the use of a proper cleaning medium is yet another step toward a green electronics manufacturing process.
SMT/Hybrid/Packaging
Booth 7-314
Zusammenfassung
In der Elektronikindustrie wird unter anderem das Ziel verfolgt, bei Baugruppen vollständig auf Halogene zu verzichten. Daher wenden sich immer mehr Unternehmen halogenfreien Lotpasten zu, um grünere Produkte auf den Markt zu bringen. In diesem Zusammenhang wurde eine Studie durchgeführt, die den Einfluss von halogenfreien Lotpasten auf nachfolgende Prozesse wie Baugruppenreinigung untersucht.
L’industrie électronique cherche à éliminer entièrement les halogènes pour les modules. Ainsi, toujours plus d’entreprises utilisent des crèmes à braser exemptes d’halogènes pour lancer sur le marché des produits toujours plus écologiques. Une étude analysant l’influence des crèmes à braser sans halogènes sur les processus en aval telles que le nettoyage des composants a été réalisée.
Share:







{kind=link}