

As a technical support engineer for a solder paste supplier, I often travel to customers’ facilities in order to troubleshoot a process issue on an SMT line. Although there are several issues that may arise regarding the placement and reflow portion of production, the product may be doomed from the very beginning if the stencil printing process is not optimized. There are several variables involved in the stencil printer setup.
Before getting into the printing process, the very first thing to consider is how the bare circuit boards are handled prior to printing. Have the boards been stored in a nitrogen dry box away from humidity? Have the boards been handled by operators who were not wearing gloves, exposing the boards to the oils on their hands? Is there any chance that the boards could have become contaminated in any way? These are all questions that should be asked when the board storage and handling is being evaluated. In order to eliminate the possibility of moisture in the boards due to exposure to humidity, some manufacturers choose to bake the boards in the oven to burn off the moisture. Baking the boards at 150 °C for approximately 15 minutes should be sufficient to accomplish this task.
The environmental conditions of the room in which the SMT production line is located can also play a role in the performance of solder paste in a stencil printing operation. Generally, we recommend a temperature of ~22 to 27 °C and a relative humidity of 30 to 60 %. If the conditions are outside of these parameters, phenomena such as paste hanging up on the squeegee and poor stencil wiping may occur. Also, the stencil life of the solder paste may be significantly decreased.
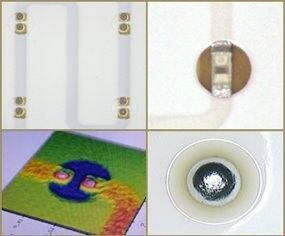
The amount of solder paste put on the stencil should be taken into consideration as well. If too much paste is dispensed onto the stencil, the solder paste bead will touch the squeegee blade holders. This may cause the paste to hang up on the squeegee. The bead of paste should be replenished as needed to ensure that it is an adequate size to roll properly while being printed. Failure to do so can affect the solder volume being transferred to the circuit board. A common method to help maintain the solder paste bead size during printing is to use squeegees with edge guards, such as in figure 1. The edge guards help keep the paste from getting pushed out past the edges of the squeegees, resulting in an insufficient bead size.
The condition of the stencil is very important to the printing process as well. The stencil should be free from gouges and dents, which may cause variation in the solder paste transfer efficiency. Also, coining may be a problem if excessive squeegee pressure has been used. It should be verified that the stencil has been properly cleaned before loading it into the printer. This will ensure there are no issues with apertures clogged with solder paste due to insufficient cleaning following the stencil’s last use.
The condition of the squeegee blades is as important as that of the stencil. If the blades are dented or in any way visibly damaged, they should be replaced. Squeegee wear is not always visible, however. Over time the blades fatigue, which may result in decreased performance. One indication of blade fatigue is if you find you have to set the squeegee pressure higher on one blade than the other in order to achieve a clean wipe across the stencil. If you have been using the same squeegee blades regularly for over a year, they are no longer performing as well as they did originally and should be replaced.
The method of board support can have a significant effect on the transfer efficiency of the paste. Improper support is often compensated for by increasing the squeegee pressure, which can prematurely wear out both the squeegee blades and the stencil. One of the best ways to support the board in the printer is by using a vacuum support fixture designed specifically for the board being printed. Magnetic pins are another common method of providing board support. It is important to ensure that the pins are placed so that they provide adequate support for the board. If a particular area is not being wiped clean by the squeegees during printing, make sure that the area in question is sufficiently supported.
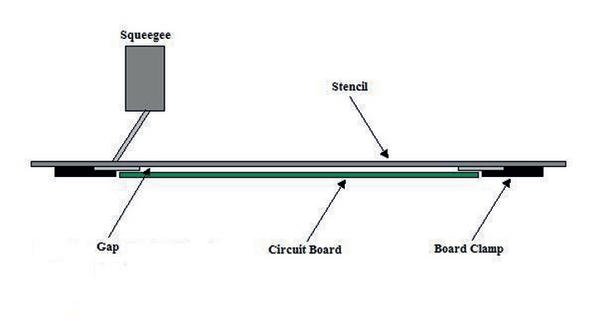
The difference between regular board clamps and foil-less clamps may also be important to consider, depending on the board design being printed. On some models of stencil printers, if the pads on the board are too close to the edges of the board they may not press up to the stencil properly due to the space created by the design of the foils on standard board clamps. The example (see figure 2) illustrates this.
Although the stencil deflects under the pressure of the squeegee, it cannot deflect enough to make proper contact with the board for pads that are too close to the edge of the board. The foils are approximately .005 ” thick and overlap the board by approximately .080 ” in these machines. The smallest recommended distance that is acceptable between the edge of the board and the pad is 10 mm. If these foils are dented, there will be an increased gap that is not uniform, which may also cause printing issues toward the edge of the board. Foil-less clamps for this style of printer eliminate this problem, as they sit flush with the top of the board and do not create any gaps between the board and stencil. Figure 3 shows a standard board clamp and a foil-less clamp.
It is also important to ensure that there is proper gasketing between the stencil and the board while printing. This can be verified by loading a board in the stencil printer and bringing it up to print height with the stencil loaded. If you lightly press on the stencil on various locations within the print area, you should notice minimal deflection of the stencil as it makes contact with the board surface. If there is an excessive gap, the paste may creep under the stencil during printing and then transfer to the following circuit board. Conversely, you do not want the board to press into the stencil too hard as it could potentially damage the stencil.
Depending on the board/stencil design, the separation speed after the print may be important as well. We have found that with our test boards, a fast separation speed yields the best results for solder paste transfer on features that are .012 ” diameter and under. The stencil printer in our simulation lab is a DEK Europa. This particular model of printer exhibits the fastest separation speed when a separation distance of zero is set, providing a faster separation speed than raising the separation speed setting to its highest level.
Another debated issue in the stencil printing process is how often to perform an under-stencil cleaning during printing, as well as the cleaning process. Most newer stencil printers have the option to perform an under-stencil cleaning using a combination of a dry wipe, wet wipe with a form of cleaner (isopropyl alcohol in our case), or wipe with vacuum. These three options can be used individually or set up to run in a particular sequence. On several production lines, I have observed the operator performing an under-stencil wipe after each printed circuit board. Assuming the printer is set up optimally; this frequency is not necessary and may be a waste of paper, cleaner, and time. In our solder paste evaluations we have run over 20 boards without the need for an under-stencil wipe. We have even observed that, in some cases, the first print after a pause and a vacuum wipe did not exhibit as good transfer efficiency as a first print after a pause in printing without the wipe. This may be due to the clean cycle removing the flux residue from the stencil’s aperture walls and making it more difficult for the solder paste in the first print to transfer through the apertures to the pads on the circuit board.
The variables mentioned above are just a few of the factors to take into consideration when setting up or diagnosing a problem with a stencil printing process. Many of these issues can be observed visually. However, many of them will only be noticeable when solder paste transfer efficiency is measured using a solder paste inspection (SPI) system. Knowing what to look for and how to prevent these issues will prevent costly downtime and rework in the long run.
EPP Europe 415
zusammenfassung
Der Beitrag gibt einen Überblick über einige der entscheidenden Faktoren beim Schablonendruck, die es zu berücksichtigen gilt, wenn man den Schablonendruckprozess in einer SMT Fertigungslinie optimieren will. Um zeitraubende und aufwändige Nacharbeit (Rework) zu vermeiden, werden hier einige Variablen vorgestellt, die man berücksichtigen sollte, wenn man einen Schablonendrucker einrichtet.
L’article présente quelques-uns des facteurs décisifs intervenant dans le domaine de la sérigraphie, dont il faut tenir compte pour optimiser le processus de sérigraphie dans une chaîne de fabrication SMT. Pour éviter des post-usinages (rework) longs et coûteux, quelques variables sont présentées, qui doivent être prises en compte lors de l’installation d’une machine de sérigraphie.
L’articolo esamina alcuni dei fattori più importanti nella stampa di stencil, da considerare per ottimizzare il processo di stampa di stencil nella propria linea di produzione SMT. Per evitare una rilavorazione lunga e impegnativa (Rework) vengono presentate alcune variabili da considerare nella messa a punto di una stampante di stencil.
Share:







{kind=link}