


The downturn has accelerated the trend toward miniaturized products, and therefore the need for manufacturers to adopt the equipment necessary to evolve their rework process in line with technology. Reduced-footprint components such as land-grid arrays (LGAs), leadless-lead-frame (LLPs) and chip-scale packages (CSPs) boasting enhanced speed, density and manufacturability, are being rapidly adopted.
The changeover to smaller components is not solely being pushed for their functionality, but also for reduced manufacturing costs. Since they can be placed using standard SMT processes and equipment, these advanced packages allow manufacturers „to do more with less“, a crucial concept in the current manufacturing climate. Despite the automation of manufacturing processes, the need for rework is increasing, as advanced, high-density assemblies possess more solder joints, and therefore create more opportunities for defects.
The successful rework of an expensive assembly is critical to the profitability of a manufacturing facility, working within very tight margins, to allow crucial savings in production time and materials. Advanced-array packages excel in this arena, because given the correct equipment and operator training, their rework can be much easier than standard SMT rework, as it does not require underfill due to the flexible layer between the solder balls and the die.
Effectively reworking with advanced components
Whether reworking standard SMDs (surface mount devices), advanced packages or tiny 0201s, the basic steps are always the same:
• Establish thermal profile
• Remove failed component
• Clean and prepare site
• Replace component,
• Apply flux or solder paste and reflow
• Inspect
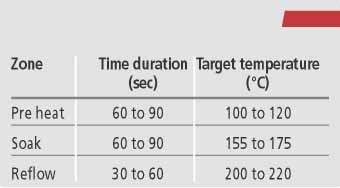
The key to effective advanced/ field-array package rework can, however, be found not in their similarities, but in the subtle differences between traditional rework and that of advanced procedure, and indeed in the tools needed to undertake the job. Convection heating allows the tight process control necessary for array-package rework, enabling the operator to establish a repeatable thermal profile that won’t overheat the component, or hold for too long above reflow. Creating the ideal profile takes experience and patience, although the basic requirements are well understood.
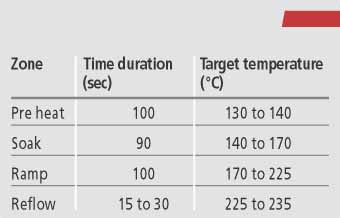
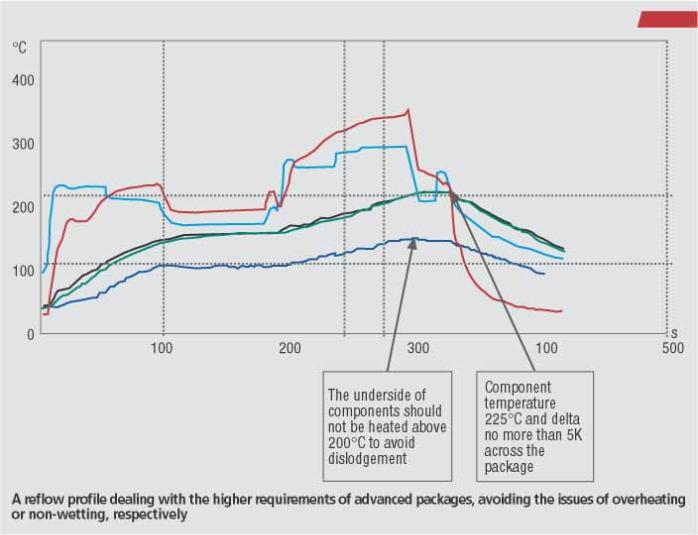
The reflow stage of the rework process is particularly critical when working with lead-free assemblies. Raised process temperatures (up to 225°C), coupled with the thermal sensitivity of advanced packages, can be problematic, with some lead-free reflow profiles as little as 15 seconds above a specified reflow temperature. A typical lead-free profile has peak temperatures of 223 to 235°C and times as low as 15 seconds in the reflow zone, necessitating excellent temperature and profile control.
The addition of a controllable pre-heater to a rework system addresses higher process demands by eliminating the threat of thermal damage when reworking expensive packages unsuitable for heating above 240°C. Newer rework systems employ four heating zones, and one cooling zone, rather than the traditional three-zone systems for consistent, controlled reflow.
Independent top and bottom heater control protects sensitive packages from the raised heat of the lead-free process, whereas closed-loop time, temperature and airflow parameters enhance process control, guaranteeing the repeatability critical for global companies operating from multiple locations. On any reflow system heating both sides of a board, the necessary solder joint temperature relates to how much heat is applied to both sides. While it is possible to reach a specific solder-joint temperature with a number of heat settings, an incorrect combination can lead to low yields and catastrophic results, including warping due to excess heat on the topside.
Lifting a BGA by a mere 0.1mm (4-mil) is enough to cause an open circuit. Even if there is no apparent defect, the solder joint will be constantly under strain as the board returns to its normal shape, threatening long-term reliability.
Controlled convection and airflow
Low airflow-convection systems are favored for advanced-package rework, keeping airflow levels below 15l/min using a low velocity reflow nozzle design. This is necessary, as besides their sensitivity, advanced packages are normally placed on high-density PCBs, heightening the risk of disturbing adjacent components, which ruins alignment and creates more rework.
As the component is removed by vacuum pick-up, care must be taken not to apply excessive vacuum pressure, as this can cause the solder to collapse and adhere to the PCB, hampering clean up.
Effective pad cleaning
Using solder braid is the best method for removing residual solder, as it allows the operator to achieve flat pads (which is preferable when solder paste is applied for re-attach). This method is a reliable, less damaging way to remove solder, and specially designed ‚hoofed’ solder tips are available for this purpose. If dome-shaped pads are preferred, flux should be applied using a wave solder tip, although this process can only be effectively performed when pad geometry is uniform, or solder joint heights will differ.
To prevent thermal damage and speed the cleaning process, many facilities are moving away from ”traditional” soldering irons in favor of tools that can automatically control tip temperature and therefore eliminate the need for constant thermal calibration. This approach increases process control, reduces operator variability and guarantees repeatable rework.
Another approach to material application
When re-attaching array packages, flux (dipping or pen method) or paste can be used depending on the device type or solderball arrangement, respectively. With either method, operators must pay close attention to material deposition, with accuracy at this stage directly affecting the yield and size of a joint. Whereas with a conventional SMD retouching with the solder tool can easily rectify a rework-induced defect, with field-array packages a single failed solder joint means restarting the entire rework process.
Traditional stencil application of solder paste onto the PCB can create problems due to stencil flatness and to limited access on PCBs densely populated with advanced packages. To alleviate this problem, a method has been developed to allow the operator to apply the standard thickness of paste used in assembly onto the package itself, before it is picked-up by the placement head. A specially designed plate applies solder paste at the same size and shape as administered by an in-line stencil printer during manufacturing. Not only is this process simple, but also it is quick to perform and can increase productivity five-fold.
For packages containing solderballs, the balls themselves can be taken for alignment, while the component outline can be used to register an LGA to the stencil. Direct printing is especially useful for LGAs with different pad dimensions, as it allows operators to print different amounts of solder at a uniform height across the bottom of the device. It should be noted that on these devices flux and drag-solder pad cleaning cannot be performed.
Sophisticated inspection
A split-optics vision system can help operators achieve higher process yields and improve rework quality by using the same thermal profile developed for removing the component to ensure the new device is not damaged during reattach. The component is aligned, placed with the vacuum pick-up tube and reflowed with hot air or gas, with the automated placement capacity and improved vision of latest rework systems vastly boosting placement accuracy. X and Y-axis control are standard, while advanced machines incorporate Z-axis motorized control to accurately place advanced components at the exact height required without crushing the paste. Accuracy to 0.025mm (1-mil) is ideal for precise, repeatable advanced-package placement.
As the solder joints of leaded components can be effectively inspected using a low-magnification system, seeing underneath advanced array-packages requires X-ray or optical inspection systems, respectively. X-ray use will highlight certain faults such as voids, shorts and bridging. Although equally serious problems such as component opens, joint cracking and partially soldered joints, and process-related problems such as unsoldered joints and contamination, cannot be so easily detected.
Advanced optical inspection utilizes improved optics and software to detect 90% of the errors, eliminating the need for expensive, time-consuming X-ray inspection. For facilities already using X-ray, an endoscopic optical system can provide the first stage of a thorough inspection process. Faced with high package densities, any vision system must be able to maneuver between components in spaces as tight as 1.1mm (.043-in), whereas for complete optical inspection, systems need to be able to inspect under array packages with standoff heights as low as 0.05mm (2-mil).
An outlook
Despite the rapid increase of manufacturing automation, the mounting popularity of advanced array-packages means that rework remains an integral part of effective board assembly. As the products become smaller and more complex, rework must reciprocally advance to render its application as cost-effective as possible. This is particularly made necessary when considering issues such as higher board densities, remote or distributed manufacturing, repeatable process control and under-trained rework operators.
With the introduction of advanced array packages comes the rework realities of hidden solder joints and increased thermal sensitivity – a new range of rework considerations demanding the adaptation of existing processes and equipment to embrace improved vision, precision temperature profiling and placement and process repeatability. Unless such factors are addressed and existing processes adjusted accordingly, the risk is that the notable benefits of working with advanced packages will be undermined at the rework stage.
Article is based on information and material provided from OK International, Metcal division, Chandler’s Ford/England.
ZUSAMMENFASSUNG
Mit dem zunehmenden Einsatz von Advanced-Packages und ihren komplexeren Applikation wird die Reparatur von Baugruppen zunehmend anspruchsvoller. Mit herkömmlicher Ausrüstung kommt man hier nicht weiter, Rework mit Array-Packages verlangt spezielle Lösungen damit dies kostengünstig und rasch geschehen kann. Klar ist, auch weiterhin wird die Baugruppen-Reparatur in der Fertigung eine wichtige Rolle einnehmen.
RÉSUMÉ
La généralisation des Advanced-Packages et la complexité croissante de leurs applications rend la réparation des sous-groupes de plus en plus difficile. Un équipement conventionnel n’est plus suffisant. Les retouches avec les Array-Packages exigent des solutions spéciales pour un travail rapide et économique. Il est clair que la réparation des sous-groupes continuera d’occuper un rôle important dans la fabrication.
SOMMARIO
Le riparazioni dei gruppi costruttivi diventano sempre più esigenti in seguito ad un impiego sempre più crescente degli Advanced-Packages e delle loro complesse applicazioni. Con delle tradizionali attrezzature qui non si va avanti in nessun caso, il Rework con Array-Packages richiede speciali soluzioni, affinché questi processi risultino convenienti e rapidamente realizzabili. Una cosa è certa, anche in futuro la riparazione di gruppi costruttivi assumerà un ruolo molto importante nelle linee di produzione.
Share:







{kind=link}