

The Agilent 5DX series 3 breaks ground in X-ray throughput; this is the result of a benchmark having taken place with different GSM phone boards. Faster panel loads/unloads, better motion during inspection, and shorter image acquisition times all reportedly contribute to dramatically higher throughput speeds.
Cell phone manufacturing is challenged by the same demands as the rest of the electronics industry. But additional difficulties are: product life cycles are microscopic (driven by pre-planned obsolescence dates); line beat rates getting faster (driven by demand for smaller wireless equipment); component density on assemblies continues to increase and customers demand additional features.
The challenges
To survive in this contest, cell phone manufacturers need to do almost everything right. They need to produce great products quickly, at low cost, with extremely high quality. The production line is often the source of their success or failure. Manufacturers that reach their anticipated production volumes quickly, with low defect rates and low production costs, have a significant competitive edge. Those that work successfully with contract manufacturers (CEMs) to decrease costs while accelerating delivery times have an additional edge. Many OEMs and CEMs are using the Agilent 5DX series 3 X-ray inspection system to create those competitive advantages. So, as an example based on a case study, it seems stirring to look after the challenges, examine the role of AXI, and reveal results that are achieved by three major cell phone manufacturers in a head-to-head comparison to the earlier generation instrument. To increase production output while meeting stringent quality goals, mobile phone manufacturers need a test strategy that reduces the number of boards requiring expensive diagnosis and repair. The test methods need to accurate-ly pinpoint manufacturing defects while keeping up with the throughput of the line. A good test strategy in GSM phone manufacturing will also increase process quality during prototyping and early production ramp-up to reduce the total number of defective boards built over the life of a product. In the past, these manufacturers have commonly used manual visual (MVI) or automated optical (AOI) inspection gear after reflow soldering, followed by a dedicated functional test. This combination has become increasingly limited for the production of mobile phones.
There are many reasons for this development. First, there is the fact that AOI is losing its effectiveness for GSM phone manufacture. RF shields over components are often being added at pick-and-place (before reflow) because it is cheap, easy and accurate. However, these shields obscure components from any kind of visual inspection. Although effective at finding placement defects like missing or misaligned components, AOI has an inherently high false call rate on solder joints. Acceptable solder joints are often called defective due to normal variations in the appearance of the joints.
The increased use of area-array components (BGA, CSP, flip chip) have solder joints hidden underneath the component, so they cannot be visually inspected. MVI is becoming impractical for the same reasons as AOI. In addition, the increasing density of components on the boards, the reduction of part sizes and the lack of repeatability of manual inspectors makes it less and less practical. On the electrical test side, the in-circuit test (ICT) contacting is impractical due to RF circuit requirements and lack of room on the board for probing. Multiple board designs and assembly lines run various products at different times, adding to the complexity of visual inspection as well as ICT. At production start, defect rates on designs are often very high.
GSM phone assemblers must reach high-volume, high-quality production quickly due to intense competition and the impact of generating large quantities of defective boards. The short service life cycles make it almost impractical to diagnose and fix bad boards. The „bonepile“ of bad boards represents increased costs on a product with very tight margins to begin with.
The solution
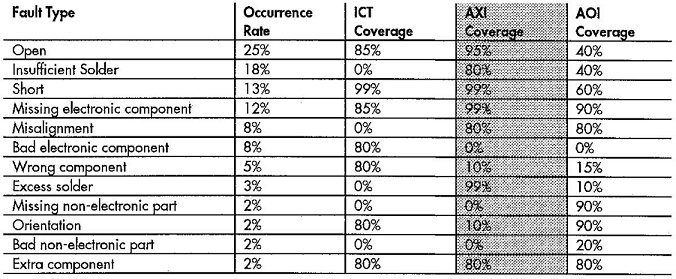
The 3D laminography system is designed to find structural faults including solder opens, shorts, insufficient solder, excess solder, missing and misaligned components. Studies have determined that these are the most common categories of defects on the majority of production lines. The Agilent 5DX has been adopted by ma-jor cell phone manufacturers to address key challenges. It inspects array-type components and areas hidden under RF shields. Components on double-sided boards are inspected quickly and independently using the 3D X-ray laminography technology. Production defects are pinpointed, and „actionable information“ about each defect is automatically sent to a paperless rework station. And in side-by-side comparison with the earlier-generation, the series 3 has demonstrated a twofold improvement in throughput, making it appropriate for in-line inspection in high-volume lines. Beat rates approaching 15s per board are now attainable.
Boards from three major cell-phone manufacturers were obtained for the purpose of comparing the performance of the different AXI system series. All boards are produced by double-sided reflow soldering, though actual designs and production processes varied widely.
Most double-sided assembly designs have more components on one side of the board than the other. This makes it impossible to balance the two elements of the assembly process: production on one side will always be waiting for the other. Double-sided assembly also requires two different solder paste stencils, component feeder set-ups and pick-and-place programs. One clever way around this is to put half of the boards on a panel with the primary side up, and the other half with the primary side down. This makes the top and bottom of the panel identical, so a single line configuration can build either (or both) sides of the panel. The production team can choose to use just one line and run the panels through it twice, or use identical lines to build the top and bottom of the panels simultaneously. The lines are inherently balanced, and can be used for back-up for each other in case of an equipment breakdown.
The benchmark
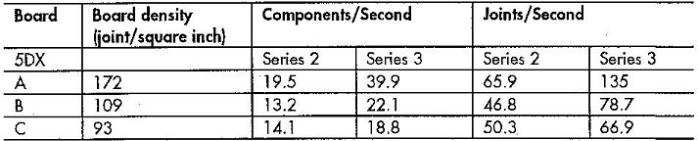
Two of the boards involved in the evalu-ation were designed using this „flipped“ or „mirrored“ method. All were manufactured in multi-board subpanels, but ranged from three to six boards per panel. Two of the designs had soldered-on shields obscuring many components, one design had removable shields. The boards included various combinations of BGAs, CSPs and flip chips. For the other details of the boards see the table. The 5DX can use up to three different resolutions in an inspection program. Smaller, high-resolution images are used to inspect small geometry areas such as fine-pitch QFP and 0201-chip. Larger images with less resolution are used on bigger components to maximize throughput. The boards in this case study were tested in panel form as supplied by the manufacturers.
The series 3 has many improvements in its imaging chain resulting in cleaner, sharper images. However, to achieve a fair comparison, this test was set-up using the same resolutions for the same components on both machines. The equipment had a clear advantage with its DualTrack option, which accelerates load/unload time. Panels were tested on both systems using the maximum speed on each, with the higher stage speeds on the series 3 governed by a motion-control software to reduce unwanted vibration. This motion-control allows faster XY stage speeds without adding unwanted vibration. Plus, DualTrack allows two panels to be tested simultaneously, cutting panel load/unload times in half. Image acquisition time has also been reduced, making the series 3 about twice as fast. The 5DX series 3 breaks ground in X-ray inspection throughput, and the denser the boards, the greater the throughput over the predecessor. Here, this instrument has proven that it is a good fit for inspecting high-density panels. This seems the reason why it is part of in-line solutions for cell-phone manufacturers requiring 100% verification. Agilent has implemented an easy-to-use economic model, to analyze the costs and benefits of using the 5DX on specific production lines. (For the web access, please use the following ULR.)
Zusammenfassung
Im Rahmen eines Vergleichs wurden der Durchsatz von zwei häufig installierten Baugruppen-Röntgeninspektionssystemen untersucht. Dabei stellte sich heraus, daß der Nachfolger immerhin die doppelte Schnelligkeit des Vorgängermodels erreichte. Auch weiterhin dürften bei den Inspektionstechniken fallweise große Verbesserungen durch gezieltes Engineering der immer noch jungen Technik zu erwarten sein – zum Vorteil der Anwender.
Résumé
Le débit de deux systèmes d’inspection de modules par rayons X fréquemment utilisés a été étudié dans le cadre d’une comparaison. Il s’est avéré que le successeur était tout de même deux fois plus rapide que le modèle précédent. Et grâce à une ingénierie ciblée d’une technique encore jeune, les techniques d’inspection recèlent un potentiel d’amélioration encore important.
Sommario
Nell’ambito di un confronto sono state analizzate le portate di due sistemi di ispezione a raggi X per due gruppi costruttivi installati molto frequentemente. Tale confronto ha mostrato che il modello successivo ha raggiunto una velocità doppia rispetto a quella del modello precedente. Nell’ambito delle tecniche di ispezione e di controllo e grazie alla progettazione mirata di questa ancor giovane tecnica, possiamo aspettarci anche in futuro, saltuariamente, miglioramenti e sviluppi di notevole entità – a tutto vantaggio degli utilizzatori.
Share:








{kind=link}