In modern manufacturing sequences, at which the quantities to be dispensed decrease continual by reduced size of the components also smallest variations of the quantity are more intensive noticeable as it has been a few years ago. Even with the best high tech dispensing valves the characteristics of the medium to dispense changes with the environmental conditions. The differences of the volume as a result of this have to be avoided or corrected by suitable measures.
Anton Knupfer, product manager dispenser, Essemtec AG, Switzerland
The reasons for the varying dispensing volumes are set up in the varied parameters having influence to the dispensing process. As the most obvious variables the pressure at the cartouche and the time of dispensing can be quoted. But also the less obvious values as the environmental temperature, the level of the cartouche and the retention time of the cartouche at the machine may have considerable influence.
Factors of influence with time/pressure dispensing
Varying dispensing methods are reacting different intensive to various process variables and therefore they produce various variations in the volume of dispensing. The most reasonable variation of dispensing is “time/pressure” absolutely certain.
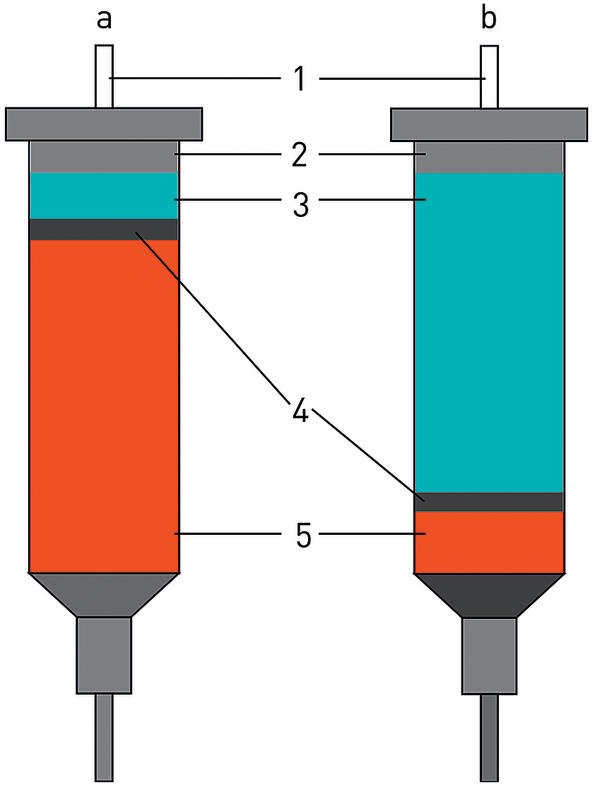
The mode of operation of such a dispensing system is very simple. At pressurization of the cartouche the medium will be pressed out of the cartouche by the dispensing needle. By this the volume of dispensing depends on how long this pressure is at the cartouche. If one leaves this pressure pulse always constant one can notice a decrease of the volume of the dispensing, the more empty the cartouche gets. The reason for this behaviour is the space which gets larger with the growing up of the empty room at the injection (fig.1). At constant entry pressure and constant period of time at which the hollow can be filled with air the ultimate pressure in the cartouche gets constantly lower. By this the dispended volume decreases as well.
A further factor which causes an irregular result is the heating up of the dispensing medium. This results of the continuous compressing and removal of the contents of the cartouche. By these changes of pressure the same effect is caused as it can be noticed at the blow up of a bicycle tyre by hand: Heat will be caused. This heating of a liquid leads to a change of the viscosity and therefore to variable results, too.
At the screw valve the medium for dispensing is moved with a conveyor worm in form of an Archimedean screw. The medium will be pressed out of the cartouche into the conveyor worm by air pressure. But the pressure at the cartouche is so low that at the standstill of the screw no medium will be conveyed. Therefore the pressure can be at the cartouche constantly. Virtually the conveyed volume only depends on the number of the turns of the screw and the pitch. However, variation depending on viscosity can still result as the screw in the feeding pipe cannot tighten 100%. Thus, the age of the medium to be conveyed as well as changes of the environmental temperature and the various viscosities, obliged by this, become apparent in differences at the conveyed volumes.
Influence at the jet dispensing valve
More and more the “Jetten” is used; an extremely quick, exact and contactless dispensing method suitable for a wide range of applications. By a quick pulsating ceramic fibre plunger smallest drops are single “shut” out of the valve. Today this technique is the dispensing method with the best reproducibility of the dispensing volume. But also here air pressure and viscosity have an influence to the result.
As above described such variations of the volume are undesirable in the manufacturing by being a not unimportant variation of the quality of the product. Methods and technologies have to be used to prevent or compensate the variations.
An elegant method to dismiss the influence of the temperature is the use of a heating/cooling valve. Such valves include Peltier elements which feed or dissipate heat to the valve face as required and so the temperature will be held constant. By this the conditions at dispensing are independent from the environmental temperature. Such valves are obtainable as time/pressure or screw dispensing systems and can work with an air or liquid heat exchanger.
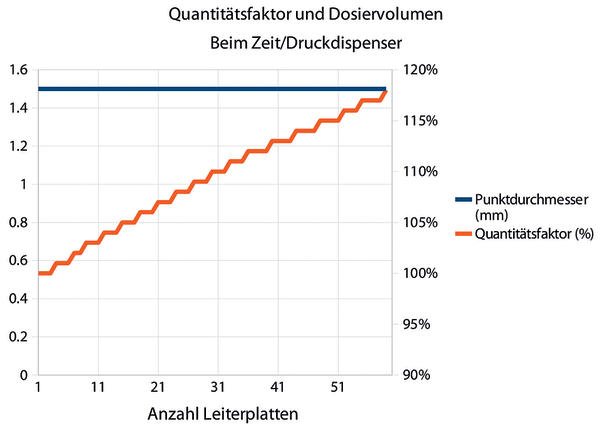
The above demonstrated method of the temperature control alone is not still efficient for longer periods of time for a very exact constancy of the volume as it cannot switch off all factors of influence. Better results can be only obtained with a controlled member what measures and calibrates the real dispensed volume regular. In this connection a before settled reference volume will be dispensed and check by a suitable procedure if these corresponds to a settled quantity before. After the result of this check has come in, the machine changes the adjustments of a factor of quantity like that, that the dispensed reference volume is in the range of tolerance again (fig.2). The dispensing result stays stable despite the changing of parameters.
Such a procedure is called “automatische Dosiermengen-Kalibrierung” or English “Automatic Dot Size Adjustment”, ADSA. For the determination of the dispensed volume two procedures are exist, the optical measurement and the weighing procedure. At the optical measurement the diameter of a dispensing point will be recorded with a camera and the space of the point determined with quick picture processing routines. Is the diameter of the drop to small the process of dispensing will be influenced in a way that at the next time a greater volume will be dispensed. Such test points are mostly dispensed out of the object products at a known reproducible surface as the dimension of the point not only depends on the volume also from the wetting angle of contact.
Well usable measuring system
The measuring method with a scale is independent from the wetting angle of contact but requires a very exact measuring system because of the few masses. The mass system is very well usable at the contactless jet dispensing as it can be worked with a collecting vessel and the scale only has to determine the mass difference. However, at dispensing with the needles the tear off behaviour of the drop is important, which is, why the connected dispensing space has to be easy to clean. Because of the mass of one or several points the dispensing parameter will be corrected in a way that the result corresponds to the demands.
In the past various tests had been undertaken to control the dispensing volume by empirical models which had been based on the measuring of several parameters as temperature, pressure and level. Such models are extravagant and they are missing something important, that is the check of the real volume. Only with an active controlling procedure as the here presented ADSA (Automatic Dot Size Adjustment) one can guarantee the quality demanded reproducible.
ADSA is a longstanding tested procedure which compensates active variations in the manufacturing, resulting from varied environmental conditions. At adequate adjustment the system is able to make out empty cartouches or clogged dispensing needles. The safety of the operation will be paid by an insignificant higher flow time. At the dispensing by needles as well as at jetting ASDA could be used. By ADSA a very constant dispensing result is also available with a simple time/pressure dispensing system.
eppe433
zusammenfassung
Schwankungen zu dosierender Mengen sind kritisch. Selbst die besten Dosierventile sind abhängig von den Eigenschaften des Dispensing-Mediums. Es gibt jedoch geeignete Strategien.
Les variations de quantités à doser deviennent de plus en plus critiques. Même les meilleures valves doseuses dépendent des propriétés du produit distribué. Il y a des approches technologiques permettant de contrôler ces variations.
Share:







{kind=link}