

Customer requirements, products and manufacturing materials are all changing; not least due to the move to lead-free manufacturing. This change calls for a new approach to reflow soldering. Until recently, four heating zones were perfectly capable of producing good reflow temperature profiles and low Delta Ts. With the introduction of lead-free compound alloys, this has all changed, and modern reflow systems must offer more flexibiliy, yet retaining their compact footprint. At the same time, the higher processing temperatures create more exhaust: solderpastes, components, solder resists and conductive materials, and what is derived from them during the manufacturing process, all produce more gases.
Given the higher temperatures and the need to remove the process exhausts, it is clear that the plant and process engineering of modern reflow systems must be reviewed thoroughly. Recognising this, Seho developed a new reflow soldering system that would not only satisfy these new challenges, but that would go a step beyond. When it was shown for the first time at Productronica in 2005, the MaxiReflow system had taken two years to develop. In theory and in the laboratory, it did just what its designers had planned, but its performance had yet to be verified in a real, demanding production environment. That environment was provided by Rafi, one of Germany’s most innovative companies in the field of man-machine communication; a company that produces millions of products every year, including electromechanical components, control panels, data entry systems, electronic assemblies and automotive prod- ucts. The company recently put the MaxiReflow system through its paces in a three-phase programme conducted in its Ravensburg plant.
As Rafi discovered, the MaxiReflow system offers a number of developments that make it easier to use and maintain, and which won it a Global Technology Award in 2006 as the year’s most innovative soldering system. Some of these developments are described in this article.
Unique transport system
One of the key developments in the MaxiReflow system is its LowMassConveyor system. This innovative, unique transport mechanism uses continuous steel cables that run the length of the oven and are kept under a 1.5-ton tension. This tension ensures precise positioning, which in turn makes it possible to use an extremely fine guide system. Thus the chain guides are kept perfectly parallel, and they and the central support are slim and ‘thermally invisible’, in that they have minimal thermal mass. In this way the transport system does not interfere with the thermal profile, nor does it offer any resistance to the flow of hot gas within the oven.
A further advantage of this system is that, as the cables are kept in position by tensile force, only one spindle mechanism is necessary in the process zone. Thus corrosive surfaces, on which the contaminated process gases can condense, are kept to a minimum. This in turn means reduced maintenance costs, and less wear and tear.
The importance of effective heat transfer
One of the key criteria for modern reflow soldering systems is effective heat transfer. A general rule is that the lower the oven’s set temperature, the lower the thermal stress on components and board materials, and the lower the rate of oxidation.
When processing lead-free assemblies, flexibility plays an important role, as the shorter processing times offer less scope for potentially defective influences. In this case, systems that offer more heating zones – especially in the peak area – are a big step ahead.
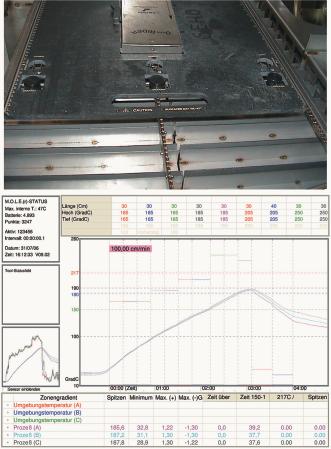
The MaxiReflow 3.6 system evaluated at Ravensburg has over seven preheating zones and five peak zones. This Multi-Peak system allowed Rafi the flexibility to be able to change parameters such as time at liquidus, and Delta T on the carrier board, without having to change other essential parameters such as throughput speed and preheating temperatures.
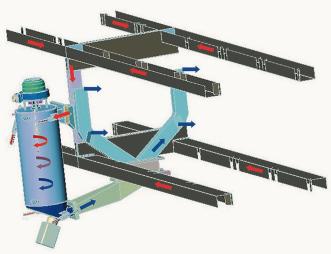
The system also incorporates Seho’s tried and tested tangential fan technology, which recirculates large volumes of gas at moderate flow rates, ensuring efficient, homogeneous heat transfer to the flat assemblies. This means that oven entry temperatures can be kept lower, in accordance with current requirements for short lead-free processing times. In this way all components are soldered reliably, while the thermal stress – especially on low mass components – is reduced noticeably.
„Minimising Delta T is of primary importance for Rafi inhouse,“ explains Bernd Spahlinger, who is responsible for the Process Technology Division, but he adds that this can be a challenge: „Areas of greatly varying thermal masses can be found on many assemblies, and this makes it difficult to guarantee a suitable soldering environment across the board. However, very good results can be achieved using the ‘multiple peak’ principle.“
In order to minimize Delta T, yet to ensure a maximum temperature ramp-up of 3 °C/second, Rafi set a higher temperature in the first peak zone than in the subsequent peak zones. In this way, it achieved a Delta T of 18.5 °C on its test assembly, down from the 25 °C that was possible using a system with the same heat zone length but with fewer peak zones.
„One of the clear additional advantages of the Multi-Peak system is the control it affords over maximum temperature in the peak area,” says Spahlinger. „A flat peak can be produced by controlling the individual zones separately, and time at liquidus can be varied without raising the maximum temperature in the peak. This means less thermal stress on the assemblies”.
Lower cost maintenance
An efficient condensate management system with process gas cleaning is an absolute must for a modern reflow soldering system. This ensures that the steam which is given off during reflow does not condense within the process area, or worse, on the products to be processed, and it also prolongs maintenance intervals.
The MaxiReflow system tested at Rafi is equipped with an improved gas cleaning system that, in a new development, is connected to all of the heating zones. Process gas removed from the hotter areas of the oven is conducted directly to the cleaning point, thereby controlling condensation. Indeed, the first cold point that the process gas meets is the cleaning system itself, in the shape of a thermally conditionable condensing cyclone.
“The theory sounds good, but will it work in practice?” In order to answer this question, Rafi’s operators were requested not to clean the soldering system during the trials at Ravensburg. When the system was first examined for process residues 1,160 working hours later, Seho and Rafi were pleased with what they found. The 1,160 hours represented approximately 10 weeks in production, and a workload of 26,300 carriers, most of which were a 340 mm² format with 6 panels. At this point, the condensation cyclone’s collection sump was 90 % full, and the cyclone’s inner walls were covered with a 7 mm layer of residues, which were removed easily using an industrial vacuum cleaner.
But more importantly, the heating zone was absolutely clean and had hardly any residues at all. Residues were found only in the inlet tunnel, but as this is coated with a non-stick finish, it is easy to clean, as was the cooling module.
The condensation cyclone had fulfilled its function well, although it should be noted that the residues can act as thermal insulation, reducing somewhat the unit’s efficiencies. Cleaning intervals should be planned to take this into account. Currently, Rafi is cleaning the system on a four-week cycle. This is fast, and the residues accumulate in a concentrated manner, simplifying what can otherwise be a time-consuming process.
EPP Europe 409
Share:








{kind=link}