


Determining the most effective frequency for understencil cleaning is an important element when developing a screen printing process for maximum productivity. But once the optimum setting has been calculated, engineers must look to new technologies in order to achieve further improvements.
In an ideal world, there would be no requirement for understencil cleaning (USC) as part of a printing process. Since no boards are produced during a cleaning cycle or when paper rolls and solvent are being replenished, manufacturers view USC as a non-productive overhead. Regular cleaning is essential, however, since neither the paste-transfer efficiency or the gasket seal between the stencil and board are 100 % perfect. The effects of remnant paste building up in stencil apertures, as well as paste leaking onto the underside of the stencil, lead to higher instances of defects in subsequent prints. Common defects are insufficient paste on pads, bridging between paste sites, and smearing of paste on the board surface.
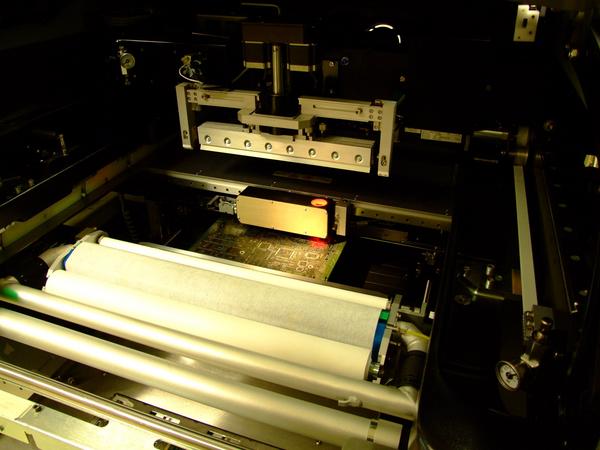
When setting up a process, engineers should apply adequate diligence to determine the longest interval between USC cycles that can be tolerated while still achieving satisfactory print results. This should deliver the optimum productivity. Calculating the ideal interval depends on the type of stencil being used and the aperture sizes and spacings, as well as the acceptable limits for parameters such as minimum paste volume. These limits can be determined using an analysis tool such as an SPC program. An on-board inspection system such as the DEK 2Di system may also be used to detect excessive or insufficient paste and the presence of bridging or smearing (figure 1). By determining the minimum acceptable thresholds for these measurements, using SPC or inspection, the longest practicable interval between USC cycles can be established. In this way, the process engineer can amortize the USC cycle-time overhead across the highest possible number of boards. Maximizing the cleaning interval also reduces consumption of paper and solvent, thereby further reducing the USC overhead per board by extending the time between machine stoppages for replenishment.
If the acceptable limits for cleaning are established correctly from the outset, no further improvement in productivity can be gained by extending the USC interval. Any extension of this interval will increase instances of defects, leading to lower process yield. Therefore, to improve productivity requires an improvement in USC system performance. In the main, developers of USC systems tend to focus on reducing the time to perform a complete USC cycle, and also on reducing the time required to replenish the used consumables. Some advantages may be gained by achieving a more thorough cleaning of the apertures, allowing a longer interval between USC cycles, but these can be marginal and are difficult to quantify.
The understencil cleaning cycle
A clear understanding of the USC process helps to identify areas for improvement. For most products, three cleaning sweeps are sufficient; typically comprising one wet, one vacuum and one dry sweep. The operating sequence of a standard paper USC system is to advance the paper roll by a preset distance as defined in the product file, dispense solvent, bring the paper into contact with the stencil and sweep from front to rear. The paper is then advanced further before the system performs the vacuum sweep. The vacuum is applied through the cleaning paper, drawing solvent fumes and excess solder paste from the underside of the stencil onto the paper. The paper is then indexed forward a third time before the final, dry sweep is performed. Upon completion of the cycle, the paper carriage is then parked until the next cleaning cycle is invoked.
To reduce the cleaning cycle time this sequence can be accelerated, for example by moving the paper more quickly over the surface of the stencil. To achieve this while ensuring effective cleaning would require an accompanying improvement in the performance of the system. A stronger vacuum may be applied, for instance.
Alternatively, the design of the cleaning head may be enhanced, for example to support multi-action cleaning and thereby reduce the number of individual sweeps to accomplish the wet, vacuum and dry cleaning stages. An example of such as system is the DEK Cyclone USC, which also increases the effective area of the head to cover the surface of the stencil within a shorter time and thereby further reduce cleaning cycle (figure 2). In addition, a scrubbing action is introduced to the movement of the head, as the stencil is cleaned. This allows the speed of the head to be increased while safeguarding effective cleaning.
Saving replenishment time
Design changes that save the time to replenish consumables also deliver productivity benefits for end users. When replenishing the paper for a standard USC system, the operator must perform a defined sequence of operations to remove the used paper, install a replacement roller, and route the new paper across the cleaner body to the take-up roller. Special care should be taken to ensure that the paper always runs parallel to the axis of the roller, and that the correct tension is applied, to enable the mechanism to operate smoothly.
Typically, the replenishment process for a conventional paper USC system can take between three and eight minutes, depending on factors including the skill or experience of the operator. Clearly, a system that will save a significant portion of this replenishment time will make a valuable contribution to increasing productivity. For example, recent developments among USC systems have seen the introduction of cleaning cassettes that allow operators to replace the entire paper carriage as a single unit (figure 3). These remove the need for operators to withdraw used paper and replace the take-up roller, and also eliminate tasks such as routing and aligning the new paper roll. The correct paper tension is also preset, which saves time and removes the possibility of human error. In addition to saving replenishment time, the easier handling and straightforward setup afforded by cassette-based systems also reduce the need to train operators.
As an example, the Cyclone system has a lift-off cassette that an operator can remove and change, without assistance, within a short duration up to around 40 seconds. However, even this dramatic acceleration in replenishment time is not sufficient for some assembly businesses, particularly high-volume manufacturers where the imperative to maximize throughput drives engineers to seek extra speed advantages wherever possible.
Some of these customers have successfully reduced replenishment time for cassette USC systems even beyond the 40 seconds achievable with the latest systems, by increasing the number of operators involved in the process. The savings are greatest when a center-justified stencil is being used, which must be removed to replenish the USC paper. When the time comes to replace the cassette, one operator removes the stencil and holds it ready to be reinstalled, while a second operator removes the spent cassette. A third operator then installs the new cassette before the stencil is replaced and the machine covers are closed so that printing can continue. The three operators then return to their normal tasks. The entire process is as polished and coordinated as a Grand Prix pitstop. And in the same way that a racing car is quickly serviced in the pit box and returned to the track, the machine is replenished and ready to resume at full speed within seconds. A well-drilled team can complete the USC-change pitstop and have the screen printer back up and running within 15 seconds (figure 4).
Conclusion
In today’s era where the smallest competitive advantage can be the key to achieving big rewards in the marketplace, innovations that reduce the essential but non-productive overheads involved in operating manufacturing equipment deliver tangible value for manufacturers. Techniques to reduce the cycle time and replenishment time associated with a screen printer’s USC routine demonstrates how manufacturers are dependent upon new technologies to achieve continuous improvement of an already optimized process. The highly developed changeover routine that some users are performing with new cassette-based systems shows how the most imaginative engineers will always find unexpected ways to extract extra performance advantages.
EPP Europe 440
Zusammenfassung
Neues Schablonenreinigungsverfahren: Dort, wo die Gutmengen in der Produktion durch häufiges Reinigen verbessert werden könnten, der Produktionsdurchsatz dieses im Prinzip aber nicht zulässt, eröffnet der vorgestellte Schablonenunterseitenreiniger dank der kürzeren Zykluszeit die Möglichkeit, die Reinigungsfrequenz zu erhöhen, ohne den Produktionsdurchsatz zu schmälern.
Nouveau procédé de nettoyage des pochoirs : lorsque la quantité de produits fabriqués pourrait être augmentée grâce à un nettoyage plus fréquent, mais que le débit de production ne permet pas cette démarche, le nettoyant pour la face inférieure des pochoirs ouvre de nouveaux horizons. Grâce à un cycle plus rapide, il permet en effet d’augmenter la fréquence de nettoyage sans réduire le débit de production.
Nuova procedura di pulizia degli stencil: dove la quantità di prodotto nella produzione potrebbe essere migliorata con una pulizia più frequente, ma la produttività non lo consente, il dispositivo di pulizia per il lato inferiore dello stencil offre nuove possibilità, grazie ad un ciclo più veloce che consente di aumentare la frequenza di pulizia senza diminuire la produttività.
Share:







{kind=link}