Ball-bond morphology has changed significantly in the past few years, driven by the trend toward finer pitch and denser packaging. Previously, the ball bond was large, often 75/90mm in diameter with wire diameter at 25/30mm (aspect ratio 3). Current leading-edge 40mm pitch packages have a ball diameter of 31mm, with a wire diameter of 17mm (ratio 1.8). The decrease in the aspect ratio of ballwire has led to changes in the failure mode of high-quality ball bonds when they are destructively pull tested. Acceptance criteria need to be modified to reflect this condition.
Lee Levine, Jon Brunner and Siegfried Haggenmüller, Kulicke & Soffa
Previously, a ball lift was an unacceptable failure mode, even if the pull strength was at an acceptable level. Now, we see fractures within the aluminum bond pad metallization at pull strength levels that correspond to the full tensile strength of Al. In a mechanical structure, the weakest link will always be the one to fail. Under these circumstances, high-strength pull tests that fracture within the Al bond pad at strength levels corresponding to the tensile strength of Al should be acceptable.
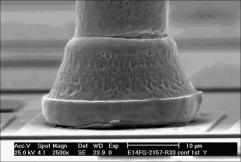
Ultra-fine pitch bonding (below 50mm), and wires with a diameter of 25mm are now entering large-volume manufacturing. The new CICs (contained bond capillaries) are being employed for this bonding process. Figure 1 shows a photo of a ball bond produced with a CIC. For this design, the internal chamfer angle is steeper than a conventional bond, and the ball is almost totally contained within the chamfer. This configuration enables production of smaller diameter bonds than is typically possible with a conventional design – without sacrificing any strength.
A contained bond capillary enables the use of a larger diameter wire, when compared with traditional designs, for any given pitch process. With conventional capillaries requiring 15/18mm wire for 50mm pitch processes, this capability is becoming a requirement. Larger diameter wire is desirable because it is stronger, stiffer (higher Young’s Modulus), and more user-friendly within a manufacturing environment.
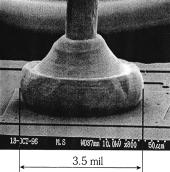
The long-term reliability of high-quality wire bonds is determined by the growth of the intermetallic weld between the ball bond and the Al bond pad. After initial bonding is complete, growth of the five possible gold-aluminum intermetallic phases is a function of time-temperature controlled diffusion reactions. In the past, typical wire-bonding processes were characterized by conditions where the cross-sectional area of the intermetallic weld was always several times larger than that of the wire. Figure 2 shows an example of this in a standard-pitch ball. In this bond, the cross-sectional area of the weld interface is 10-times larger than that of the wire.
The weakest segment of wire is the heat-affected zone (HAZ): the recrystallized section above the ball that is affected by the heat of the spark discharge that melts the wire and forms the ball. In addition, the strength of the intermetallic alloy is higher than that of either the wire or the aluminum bond pad. Under these conditions, the expected failure mode during a destructive wire-bond pull test is a fracture within the HAZ. For standard-pitch ball bonds, lifts, whether occurring during the pull test, the shear test, at the time of bonding or after reliability testing, are an unacceptable failure mode. It is a required condition that the intermetallic interface of a good bond is stronger than the HAZ. For ultra-fine pitch bonds this criteria must be changed.
The standard ball-bond (figure 2) features defined apparent bond diameter and contact diameter. The measurement of bond diameter is a normal production and quality control function in fine-pitch bonding. Normally, diameters are measured with an optical microscope from above. The diameter measured is the outside of the ball. Since the ball surface is not cylindrical, the outside diameter is not a vertical surface, but the surface of a squashed sphere with a strong radius of curvature in the vertical axis. SEM (scanning electron microscopy) analysis, using tilt to view the ball from the side, easily reveals the curvature. However, SEM is too slow for the large number ofrequired samples. The optical measurement,even with its limitations, is adequate. It is, however, important to realize that contact diameteris significantly smaller approximately 85% that of the apparent diameter when measured optically.
Critical pull strength
In addition to curvature reducing the contact diameter of the ball, not the entire interface is initially bonded. In literature (Dittmer et.al) it was demonstrated that high-strength bonds, with good high-temperature storage behavior, have approximately 77/85% intermetallic coverage (IMC) when initially bonded. Taking both the radius of curvature (85%) and IMC (77%) coverage into consideration, a good estimate of intermetallic coverage is approximately 65% that of the ball bond as measured optically.
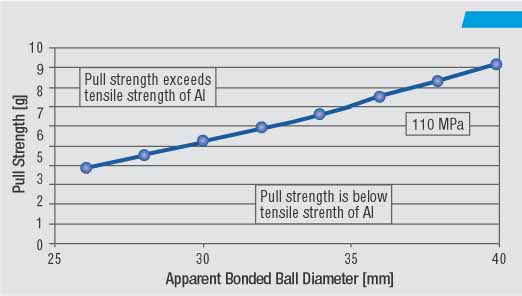
Figure 3 represents a graph of the critical pull-strength value. This is the value where the strength of the weld exceeds the tensile strength of the Al bond pad metallization (110MPa). It is significant that for ultra-fine pitch ball bonds with wire diameter 25mm and bonded with CIC capillaries, we can produce bonds that meet these conditions. Fracture of the Al bond pad during initial pull testing will become a common failure mode. Old guidelines for acceptable quality must change to accommodate this latest actuality. High-strength pull test results, with bond lift as a failure mode, should be accepted at pitch below 50mm.
Looping of wire
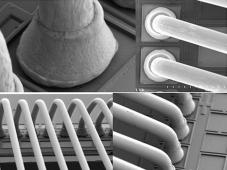
Loop shape, height, straightness and trajectories all play an important role in the ultra-fine pitch process development. The development of machine trajectories capable of meeting these requirements at the high speeds and accelerations necessary for high-volume production is critical. Figure 4 shows a collage of photos from a 40mm pitch bonding process, to demonstrate the precise, repeatable looping required for ultra-fine pitch bonding. The capillary was a CIC4, from K&S bonding tools. The bonding wire was 18mm in diameter, American Fine Wire AW-99 alloy (from K&S). Stronger and stiffer (higher Young’s Modulus) wires have been developed for ultra-fine pitch wire. They enable the precise bends required for fine-pitch bonding by controlling the length of the HAZ.
An outlook
As the industry progresses along a path described by Moore’s law and mapped by the ITRS roadmap for semiconductors, wire bonding continues to keep pace with the requirements. As it is written in the roadmap: „metrology must come first“. Each time we move to a new node, or begin work on a new, finer pitch process, we must first identify the challenges, then work to describe and quantify them. Once this is accomplished, we can begin to find solutions and metrics for the technical challenges. Then the next standards and criteria can be developed. Old standards, however, must remain because the processes that required them won’t go away. They will continue to exist for the more mature products and processes. As 40mm pitch bonding starts full-scale manufacturing, we look ahead to the challenges that are coming as we move toward 25mm and below.
ZUSAMMENFASSUNG
Die Überwachung der Qualität von Wirebonds im Semiconductor-Backend ist eine wesentliche Maßnahme in der Produktionsabsicherung. Im Zuge höherer Packungsdichten, wo man inzwischen mit Fine-Pitch-Abständen unter 50 Mikron arbeitet und zur Verbindung winzige Drähtchen mit Durchmessern zwischen 17 bis 25 Mikron verwendet, ist die Effizienz dieser Überwachung noch wichtiger. Hier gilt es nun, die Verifikation-Empfehlungen an die weiterentwickelte Bondtechnik anzupassen.
RÉSUMÉ
La surveillance de la qualité des connexions par fils des semi-conducteurs dorsaux est une mesure essentielle en matière de sécurité de production. Etant donné que la densité des paquets est plus élevée (on travaille aujourd’hui avec des espaces très fins au-dessous de 50 microns et on utilise des fils de liaison minuscules possédant des diamètres entre 17 et 25 microns) l’efficacité de cette surveillance prend encore plus d’importance. Il faut adapter les recommandations de vérification à l’évolution de la technique de connexion.
SOMMARIO
Il controllo della qualità dei Wirebonds nel Semiconductor-Backend è una misura essenziale per assicurare la produzione. Nell’ambito di maggiori densità di confezionamento, dove nel frattempo si lavora con distanze Fine-Pitch sotto 50 micron, impiegando fili sottilissimi con diametri compresi tra 17 fino 25 micron, l’efficacia di questi controlli assume un significato ancora più importante. Perciò qui è richiesto un adattamento delle raccomandazioni di verifica alla tecnica Bond ulteriormente evoluta.
Reference
K. Dittmer, S. Kumar and F. Wulff: Intermetallic Growth in Small Ball Bonds. Proceedings Semicon Singapore, Test, Assembly and Packaging. May 1998
Share:







{kind=link}