

Flextronics‘ mixed-technology base-station assemblies required a print process that could be performed at high speed while consuming an unusually high volume of paste, without loss of quality. DEK worked in close co-operation with the EMS provid-er to develop a high-capacity version of its existing ProFlow printhead.
The complexity of the board, in conjunction with the pin-in-paste process, means that the assembly de-mands an unusually high volume of paste.Whereas a typical SMT assembly might need around 3g of paste per board rising to 5g for a mixed-technology product, this base station consumes up to 7g per print stroke. And the demand on the printer is compounded by the production rate. To maintain quality production, Flextronics needed a machine that could cope with high speed printing, putting down large volumes of paste, without incurring any printing defects.
Teething problems
Application engineers at DEK’s UK facility were confident they could meet this challenge. The company’s enclosed printhead had been proven in hundreds of installa-tions across the globe. The EMS provider’s need, however, could be seen at the upper edge of the ProFlow-operating envelope. The solution required DEK not only toenhance the design of the print-head,but also to develop novel software to en-able programmable ramping (up or down) across a print stroke, (pressure and speed), and to produce an optimized stencil design.
There have inevitably been a few teething problems along the way due to the pi-oneering nature of this project. However,it has ultimately proved successful inallowing Flextronics to print the particular board in volume with the DEK imaging process, and retain all the well-established advantages it offers over a traditional squeegee-based solution. DEK and Flextronic staffs had to work as a team to resolve these requirements. And such capabilities as DEK’s in-house stencil facility proved an enormous asset, because the design of the stencil was also crucial to the success of the project.
„We had many problems trying to print this board without in-curring an unacceptably high level of rework,“ explains Johan Sundberg, a production responsible for optimizing in-house processes at Flextronics Visby. „Some areas of the board tend-ed to be starved of paste, and rework costs made the process economically unviable.“ At the start of the project, the Visby folks approached DEK and a competitor, to discuss with them the task, but with theone basic condition: that the conclusionbe based on closed printhead technol-ogy. „DEK soon emerged as the pre-ferred supplier. The company worked very well alongside our engineers to provide an acceptable solution. It produced a design that allowed us to do three things: apply paste that had been thoroughly’rolled‘, put down a lot of paste quickly, and vary print pressure and speed across the stroke in order to optimize print performance.“
The solution came in the form of the dual-chamber ProFlow printhead which exploits a design that allows it to deliver an un-usually high volume of paste. Furthermore, to ensure that it is delivered to the board in ready-to-print condition, the print pressure is applied within the head itself in a manner that allows the paste to roll in a continuous manner, similar to the way in which it would on a squeegee. „DEK also presented us with a closed-loop sys-tem that automatically con-trolled the print pressure during the stroke,“ adds Sundberg.
The stencil issue
High demand procedure of this kind requires development of printer, process and stencil. DEK’s own in-house stencil design and manufacturing division was another key to bring the three elements to bear on Flextronics‘ problem. The pin-in-paste areas of the board not only required the development of a dual-chamber printhead, but also a specialized stencil. The stencil engineers worked closely with Flextronics‘ process engineers to produce a 5-mil thick, electroformed stencil that helped fully promote the benefits of the printhead.
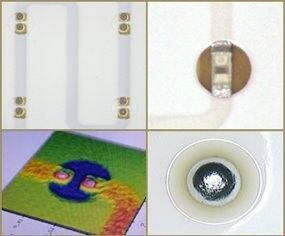
„With a conventional stencil we found that there was unacceptable bridging on the pin-in-paste areas,“ explains Sundberg. „Too much paste was being fed into the apertures during the fast print stroke. DEK’s engineers cleverly redesigned the apertures, by, among other things, incorporating shielding bars into some of the apertures.“ The shielding bars helped to restrict the flow of paste so that holes with varying diameters filled at an even rate. After extensive trials and several iterations of the stencil design, 30-mil holes were left open, 40-mil holes were crossed with 4-mil bars, and 45-mil holes were fitted with8-mil bars.
By utilizing the dual-chamber printhead, in conjunction with a specialized electro-formed stencil and a robust process, DEK was able to create a solution for one of the most demanding printing challenges in the electronics industry. This application example illustrates perfectly how, by working with a customer on an actual issue, the company is able to offer a unique stencil printing solution for extremely high level of board complexity and paste consumption. „If DEK hadn’t been able to develop a workable solution for our problem, we would have had to revert back to squeegee printing,“ the process-responsible is pondering. „This would have madeit slightly easier to control applied paste volume, but it would have introduced other problems such as inconsistent paste thickness on the critical pin-in-paste areas, large amounts of paste wastage, and problems with maintaining paste quality due to its exposure to the atmosphere. With the dual-chamber head and stencil, however, we have a fully-automated, consistent and robust process.“
Subsequent to the above evaluation, Flextronics Visby has since ordered twoDEK Infinity machines (situated alongside those of a competitor’s printers which are used for other boards). „The DEK ma-chines are performing fine on our factory floor, as we would have expected from our trials,“ concludes Johan Sundberg. „The ProFlow dual chamber head is currently the best print solution for our particular type of problem, given the commercial and technical needs of the product.“
Islanders manufacturing telecom boards
Being situated on a small, idyllic island in the Baltic Sea just off the south coastof Sweden is the first unusual characteristic about Flextronics Visby. The unusual location also mirrors the nature of the electronic products assembled here: the primary products are GSM base station boards. And that means a stiff engineering challenge. Formerly owned by Swedish telco specialist Ericsson, Flextronics took over the Visby site in 1999. It provides an area of 32,700m2 for a low-to-medium volume manufacturing environment, featuring six surface-mount (SMT) manufac-turing lines producing a major amount of base stations.
A good example of one of its volume output boards is a sophisticated assembly measuring 400 x 250mm, populated with about 1500 SMDs with fine-pitches down to 0.5mm. It also has large apertures and several power planes. In addition, the base-station board uses up to seven thru-hole connectors, typically featuring three rows of 30 (or more) pins, which are soldered using a pin-in-paste process. For this object, the company has found an optimum print solution in co-operation with DEK.
Enhanced ProFlow deposits more solder paste per print stroke
DEK’s ProFlow is a closed-head stencil printing technology. It has been proven to produce highly repeatable results in factories across the world, for the most demanding applications. Flextronics‘ requirement for high speed, high-paste volume printing provided the opportunity for DEK to work with a leading company on a project to further enhance ProFlow for an exceptionally demanding, paste-hungry application.
The primary difference between the standard ProFlow and the enhanced dual-chamber version is that the former uses a single chamber whereas the next-generation model has two. The latter provides an increased volume within the printhead, increasing the reservoir of paste available for the print stroke. In addition, the shape of the chambers in the enhanced version features a different geometry to ensure that the higher paste volume is still delivered to the board in an optimum condition even at very high print speeds. The control software enables programmable ramping across a print stroke in pressure and speed.
Although the latest evolution of the single-chamber ProFlow would be able to deliver a sufficient volume of paste, it would need to be replaced more frequently and lack the top-end speed. To maintain speed, the dual-chamber head exploits a novel technique, allowing the solder paste to be worked‘ or to use a technically precise term, shear-thinned, before it is actually applied while within the printhead itself. Shear thinning is analogous to the rolling action imparted by a conventional squeegee, and is preferable because the thixotropic solder paste flows more freely when subjected to shear stress, and is consequently easier to print. In the dual chambers, a heart-shaped cross-section imparts movement in the paste while it is still in the chamber, lengthening the shear-thinning time during a fast print stroke.
Enhanced control software that is designed to work with either of DEK’s enclosed print head sys-tems now allows print pressure or print speed to be varied during a print stroke to further optimize print performance and speed. Users can set a print pressure or elevated print cycle time. A closed-loop system will automatically increase print pressure during the stroke to maintain a needed pressure and to combat the „classic“ phenomenon of declining print pressure towards the end of a stroke. Alternatively, if the user sets a desired print cycle time, this will be achieved by increasing print speed over less dense areas of a board, and slowing it down to normal over more paste intensive areas.
Zusammenfassung
Die beste Quelle für Anstöße zu weiteren Innovationen ist der Anwender. Diese bewährte Weisheit gilt auch im Falle der Weiterentwicklung des ProFlow-Drucksystems zu einer Doppelkammerversion. Ein schwedischer Anwender mußte besonders viele Lotpaste, praktisch das Doppelte, per Schablone auf seine SMT-Boards drucken, dabei jedoch Druchsatz und Druckqualität uneingeschränkt hoch halten.
Résumé
L’utilisateur est la meilleure source possible d’incitation à innover. Cette vérité à maintes fois éprouvée est valable également dans le domaine de l’évolution du système d’impression ProFlow en une version à double chambre. Un utilisateur suédois était obligé d’imprimer sur ses circuits SMT une quantité particulièrement importante de pâte, pratiquement le double par pochoir, tout en maintenant le rendement et la qualité d’impression.
Sommario
La fonte migliore per lo sviluppo di ulteriori innovazioni è rappresentato dall’utilizzatore stesso. Questa consolidata saggezza vale anche per il sistema di pressione ProFlow, disponibile ora in una versione a doppia camera. Un utilizzatore svedese si era trovato di fronte al problema di dover applicare su ogni maschera destinata alle schede SMT una maggiore quantità di pasta per brasatura, praticamente il doppio, mantenendo però inalterate sia la portata che la qualità di stampaggio.
Share:





{kind=link}