
At this year´s APEX the authors presented their IPC-awarded study on solder paste life time and the impact of standard production environments. The results enable lead free solder paste especially designed for this conditions. The following gives an outline of the paper. The entire study is available at Cobar and Balver Zinn.
Gerjan Diepstraten and Dr. Di Wu Cobar Europe B.V. Breda, The Netherlands
Thermo-gravimetric Analysis (TGA) measures weight changes in a material as a function of temperature (or time) under a controlled atmosphere. This technique is currently used in the design phase of lead-free solder paste.
In the study, the same technique is used to predict how long solder paste can be left on the stencil before it dries out and is no longer suitable for further use. In many SMT production lines, the solder paste lies exposed on the stencil for an extended period without being used. This can be due to many reasons: product change-over, machine downtime in the SMT line or just not enough production volume for the line to run continuously. Some chemistry in the paste slowly evaporates even at room temperature.
This affects the rheological properties of the solder paste and may result in poor printing, or aperture clogging of the stencil. Advanced TGA instruments have the ability to simulate a reflow process under different atmospheres.
A solder paste can be heated in nitrogen or air with different gas flow speeds over the sample. The TGA shows that the chemistry of a solder paste responds differently when the atmospheric conditions change. Knowing this, an optimal heating profile under nitrogen may be different from one when soldering in air. Heating solder paste and determining its characteristics will help reduce the number of solder defects in SMT production.
Solder paste is a complex composition of metal particles and multiple polymer species ranging from relatively simple, slightly modified wood rosins to larger molecular-weight resin systems, solvent(s), activator(s), rheological and numerous other property modifying additives. Rheological additives alone do not determine the overall rheology of a solder paste. All constituents make their contribution to the flow properties of a product. Summarizing the flux system functions:
- Provide a homogeneous suspension of the powder
- Prevent oxidation of the powder and surfaces
- Provide flow properties in printing
- Hold powder in place after printing
- Provide tack to hold components in position
- Provide self-alignment of components during reflow
- Inhibit re-oxidation of powder and surfaces to be joined during the reflow process
- Provide controlled cooling of the joint
This big list of property requirements contains a number of contradictions. Optimal performance can only be achieved with a number of different additives at defined concentrations. Due to evaporation of solvents already at room temperatures, this may destroy the structure, resulting in decreased performance with regard to some properties. The effect of this will be examined by a number of different experiments related to evaporation of the solvent’s stencil life.
Solder paste life prior to printing
Before the solder paste is put on the printer it should have survived a critical part of its life cycle. After the moment the paste is produced, handling, storage, humidity and temperature are critical. In this paper, we assume that the solder paste arrives on the printer in an optimal condition. This means that transportation and storage conditions were according the supplier’s user guidelines and that the paste has been removed from the refrigerator 24 hours prior to production. Handling the solder paste is most critical. The first part of this study is intended to achieve an understanding of how much of the paste is evaporating under predefined conditions. Achieving a stencil life and tack time of 8 hours and longer requires the selection of a solvent system with extremely low volatility at ambient temperatures. Even without this prerequisite, the solder paste formulator has to tackle many problems to select the right solvent system. That is, because – as with most other functionalities in chemistry – there is no such thing as the ideal universal solvent when it comes to solubility power for the considerable number of different types of organic materials that may form the flux vehicle. The paste may become dry on the stencil for several reasons: Evaporation of volatile solvents, too high operating conditions, e.g., temperature, humidity or air draft and high flux activity at room temperature (too strong activation system of the paste).
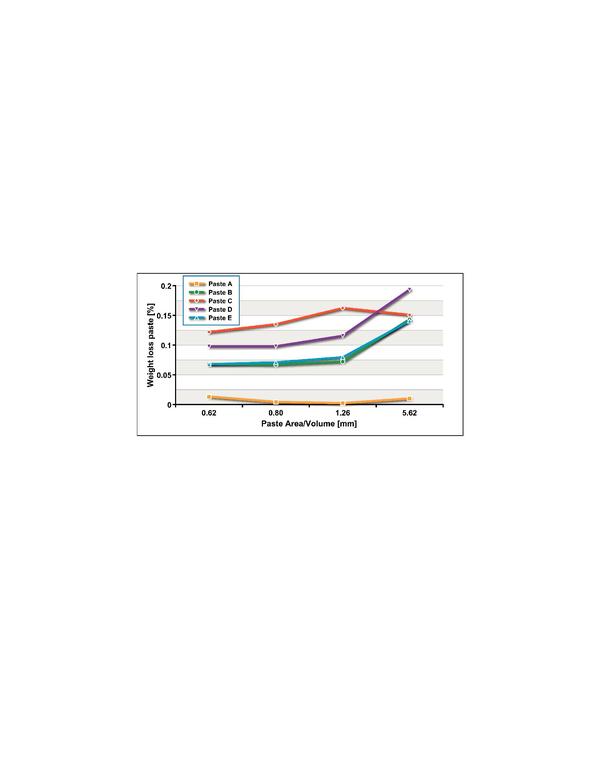
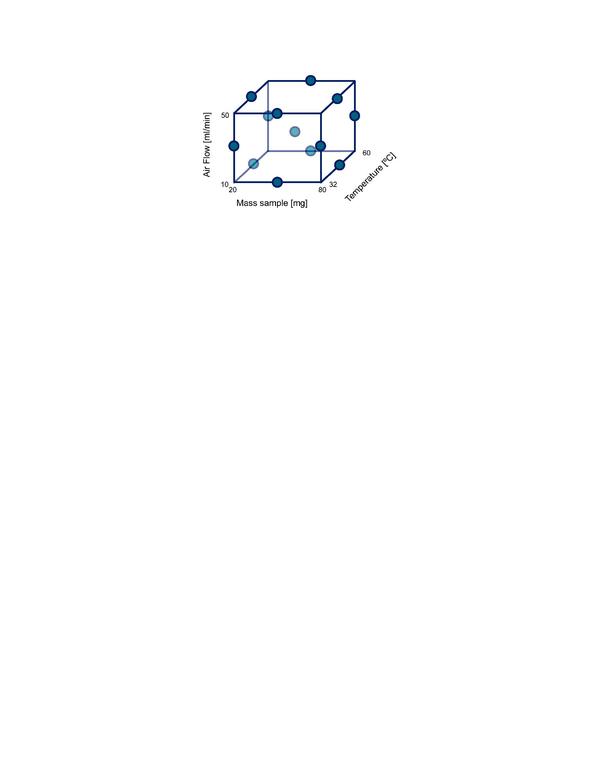
The viscosity of the solder paste is difficult to keep under control in an environment with fluctuating ambient temperature and humidity. In order to gain an understanding of how much flux is evaporating on the stencil, two different experiments were designed. The first includes a study that defines the impact of the amount of solder paste on the stencil and how much of the amount is exposed to the air. In the second experiment, the impact of air draft and temperature were examined during a “Box Behnken” type of experiment using a TGA instrument. For the experiments, five different pastes were selected. Four different paste depositions were printed and weighed on a balance every day. Weight losses are compared with another and discussed. The more flux there is in contact with air, the more potential evaporation there may be. For all depositions, the area at the surface, in contact with air, is calculated
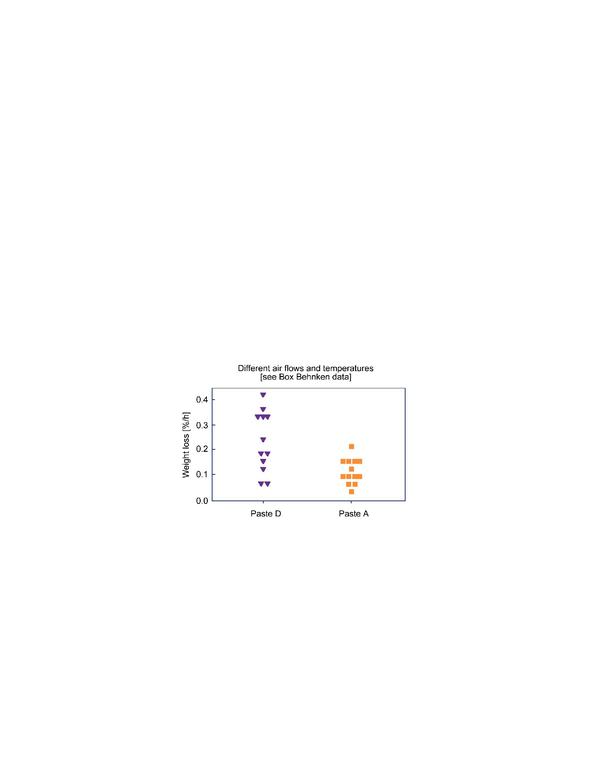
The analysis shows that for solder paste A all of the factors have a significant impact on the evaporation rate (P<0.05). For solder paste D, the mass of the sample is most affecting the evaporation rate and temperature and airflow have a minor impact. When comparing the two different pastes in an individual value plot of all the runs in the experiment, it is obvious that paste A is more stable under all conditions. However, when the temperature is not extreme (up to 32 °C) and we have a minimal air flow, solder paste D is equal to A. The model explains (R-Sq =) 99 % and 95% of observed variation and is, therefore, powerful as a predictor.
Impact on paste rheology
First, it is important to understand the printing process before evaluating the effects of evaporation of the flux chemistry. During printing, the paste is rolling under pressure from the squeegee at a speed up to 100 mm/sec or even more. For good filling of the apertures, the paste should roll and not shear over the stencil. Once all apertures are filled, during the stencil separation, the adhesive force between deposit and stencil walls must be smaller than the adhesion force between print deposit and substrate and the cohesive force within the deposit. The rheology of a solder paste is a complex science and cannot be simplified to a single viscosity number for the paste. Viscosity reflects only on static properties of the solder paste. For the dynamic properties (printing is a collection of different dynamic stress levels) oscillation tests need to be performed. The oscillation test is a non-destructive test that determines the visco-elastic properties of the paste. With the first measurement, the static properties of the pastes are defined. The viscosity is defined with a parallel plate rheometer. Temperature is 25ºC and controlled during the measurements. The flow curve describes the relationship between the shear strain rate and shear stress applied to the different solder pastes.
The powder topography and alloy have impact on the rheology of the paste. For statistical analysis, the viscosity at a shear rate of 6 [1/s] is measured. The viscosity for the different pastes is plotted in Table 1. The viscosity depends on the temperature. The effect of the temperature on the viscosity is shown in Figure 6. Increasing the temperature reduces the viscosity until the moment that the temperature becomes so high that the solvent begins to evaporate during measurement. From that point on, the metal content increases, resulting in a higher viscosity.
The dynamic properties of the solder pastes are measured with an amplitude swap. During this measurement, a parallel plate of 50 mm (spindle) was used. The frequency was fixed at 1 Hz, temperature at 25 ºC and the gap between the plates 2 mm. Increasing oscillations of shear stress generate a graph. The visco-elastic region, as well as the storage modulus, loss modulus and yield point of the solder paste can all be defined from this graph.
Within the Linear Visco-elastic Region, the paste response is independent of the magnitude of the deformation and the solder paste structure is maintained intact. The solder paste has both viscous and elastic properties. The viscous properties are identified as the Loss Modulus (G”) and the elastic properties as the Storage Modulus (G’). The ratio between both properties is very important. It is expressed as the quotient of G” and G’ and it is identified as the Damping Factor (tan d). During storage, transport and after printing, the elastic properties in the solder paste (Storage Modulus) should dominate. Therefore tan d should be < 1. A high G’-value generally is an indication of a high resistance to separation and slumping. The downside of a high G’, however, may be paste hang-up on squeegees, limited print-speeds, ski-sloping and dog-ears. The yield value or yield point is the highest shear stress value in a flow curve at which the solder paste still does not flow. It is the point where the external forces (gravity, squeegee) applied are greater than the internal forces of the rheological network in the solder paste. Below the yield value, the behavior of the solder paste is elastic. It behaves more like a solid substance. It does not deform: It neither separates nor slumps. The higher the yield point, the stronger the rheological network and the lower the tendency for separation of solder particles. Of all five solder pastes, the oscillation swap was made. After three days stored on a stencil at ambient temperatures, this measurement was repeated.
For all pastes (except Paste A) the Storage Modulus decreases after drying. This results in a higher risk for defects such as slump. The yield point decreases for all pastes which may increase the number of defects during printing. Lower elastic properties (Yield Point) may result in stencil clogging, since the paste does not pull together enough during stencil release.
Effect on tackiness
The drying of the solvent also has an impact on the tackiness of the solder paste. A minimum tack force is needed to hold components to the paste during the pick and place stage as well as on the transport system through the reflow process. To keep the components where they are placed, many parameters have an effect:
- Insufficient solder paste
- Handling of the board (acceleration)
- Board support (preventing warpage)
- Tack force of the solder paste.
Tack time is of interest because this defines how much time between printing and component placement is allowed, which is important for those who have small or medium batch sizes.
From the data we learn that paste A and C lose tack force after more than 2 days. The chemistry in paste B, D and E is stable for at least 72 hours. There is no correlation between the amount of evaporate solvent and the tack force or time.
Reflow soldering impact
The reflow soldering process can be run with an inert (nitrogen) atmosphere or just in air. The nitrogen prevents oxidation and is therefore preferred. Two trends can be recognized in the data: In the first part (preheating) the solder paste evaporates faster in air atmosphere. In the peak zone there is more evaporation in an inert atmosphere. It is obvious that oxidation has an impact on the recognized trends. Due to oxidation, the sample gains weight, which reduces the weight loss rate. Paste A does not show significant difference between the air and nitrogen reflow profile. In the peak zone, there is a slight difference such that at the end of the process, there are only 0.27% more residues for the air process. Paste C, however, shows that oxidation already begins at 170 °C (gray marked area in the figures). From this point up to the melting of the powder, the gap or difference between air and nitrogen increases and results at the end in 0.33% more residues with air.
The last experiment is designed to show how much effect all the evaporation has on the solderability of the solder paste. Solder paste is therefore printed on a copper coupon that is free of oxides (protected by plastic shielding). The solder paste is printed and the diameter of the solder deposition is measured with a microscope. After reflow soldering (air atmosphere) this diameter is measured again. The experiment is also described in the IPC-TM-650 method 2.4.45.
eppe416
zusammenfassung
Auf der Apex 2009 präsentierten die Autoren ihre IPC-prämierte Studie zu den Standzeiten von Lotpasten unter Produktionsbedingungen. Das Ergebnis gibt Rückschlüsse darauf, wie Bleifrei-Lotpasten formuliert sein müssen, damit sie qualitätsorientiert eingesetzt werden können. Die vollständige Studie ist bei Cobar erhältlich.
A l’occasion de l’Apex 2009, les auteurs ont présenté leur étude primée par IPC portant sur la durée de vie des pâtes à braser en conditions de production. Le résultat de cette étude donne des informations sur les formulations permettant d’améliorer la qualité des pâtes à braser sans plomb. La version originale du texte résumé ici est disponible auprès de Cobar ou Balver Zinn.
Share:








{kind=link}