
No doubt, even in Europe, against the postponing EU directive, the ban of lead and other hazardous materials will become a mainstream-based reality very soon. Here we are describing the necessary design modifications of reflow-soldering systems as well as the characteristics of process-related modifications.
At the beginning, just a reminder to illustrate the driving forces for the fast development of Pb-free manufacturing. First, there is the regulation of the EU for the restricted use or ban of various dangerous materials in electronic products. The background for this is to be seen in the health-hazard impact of these toxic substances. Lead, for example, will be baned due its contamination of the ground water in waste disposal sites and the potential risk for operators in production. Although inorganic lead is not absorbable through the skin, there is a high toxic risk due to inhalation of Pb-fumes and dust. This health hazard obviously could not be proved indisputably, as scientific studies, especially from the US, show.
Second, board applications in the automotive and telecommunication industries require higher operation temperatures which cannot be guaranteed with the solders presently used. It certainly has to be taken into consideration that for years now, for automotive electronics, high operating temperatures of 150 or even 180°C are discussed. The target therefore is the development of solders and components with lead-free finishes, PCB materials and the save process implementation, under consideration of these advanced requirements for a permanent use. Third, another driving force for lead-free technology comes from Japan. It seems as if Japanese manufacturers use the „clean printed circuit board“ as marketing instrument in order to achieve competitive advantages. This option obviously is not false, seen under the aspect of announcements from a leading Japanese manufacturer regarding a 15%-increase of turnover for „green“ electronic products.
These trends definitely lead to massive changes in machine and process technologies of soldering systems. Especially in mass production, two problems will emerge: increased residues on the assembly, and contamination on the inside of the reflow equipment. However, very basic considerations such as mean-time between failure (MTBF) for motors and fans must also be looked at as a cost of factor, since even with lower peak temperatures many pieces of equipment show unsatisfactory performance and are thus too costly.
Higher or lower soldering temperature?
In essence, there are two distinctly different classes of lead-free solder alloys: those that have higher melting points and those that have lower than eutectic SnPb. The lower melting-point solders show surprisingly good performance, at least as good as eutectic SnPb, of up to about 100°C operation temperature. This however is the major restriction those alloys have. The higher melting-point solders are usually formulated with Ag or Cu, respectively. Their melting point is about 40K higher than that of eutectic SnPb. This increases the oxidation risk with all its negative consequences. A nitrogen atmosphere therefore seems to be a must. The reason for the composition with Ag is based in the need to minimize reflowtemperature as much as possible. This means that a ternary addition to the tin-copper eutec-tic is needed to lower the melting point of thesolder.
Silver is the only additive that does not introduce other undesirable complications. There is a ternary eutectic with a melting point of 217°C, achievable with relatively low silver content. All the constituents are proven non-toxic, and the alloy does not present any problems for recycling. Although relatively expensive, silver is much cheaper than some alternatives, as for instance indium. The tin-silver system is known to have good mechanical and thermal fatigue properties, and these are enhanced by the presence ofcopper.
Equipment merits: profiles, condensate management
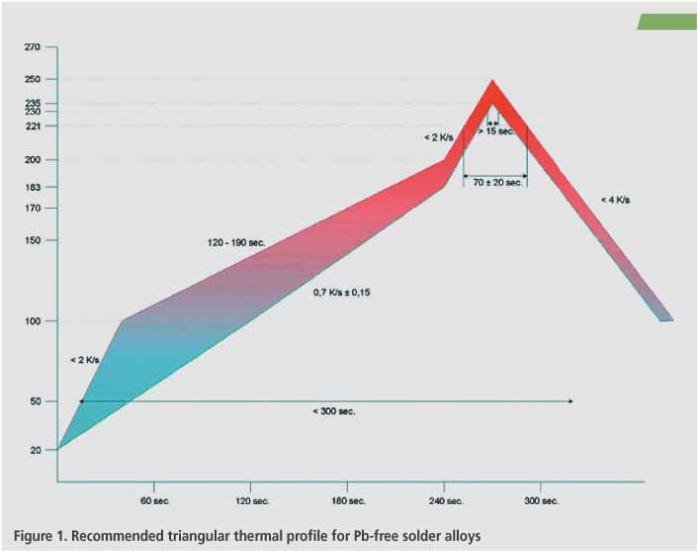
The major problem in Pb-free processing will be the reflow profile. Figure 1 shows a triangular thermal profile which is recommended for high-temperature lead-free solder pastes rather than the traditional plateau. A dwell time of 120 to 190s and a peak time (time above 230°C) of about 15s seem to deliver safe soldering results. A peak temperature of 235°C (+15K/-5K) is recommended. The DELTAt over the complete board assembly would be much higher with a plateau profile, due to the temperature raise in the peak zone from 170 to approximately 230°C.
However, also the triangular thermal profile shows some difficulties. As the bi-carbon series of activators in the flux constituent of the paste start to react at about 140 to 160°C, high peak temperatures will necessarily exhaust their power. Wetting problems are the logical consequence. Paste manufacturers therefore promote additional rosin content to protect these acids at higher temperatures with varying success.
The additional rosin content needed in the paste, as alternative acids are not available, will increase the soiling of the equipment’s interior. Moreover, higher peak temperatures will consequently lead to an increase of evaporation from the PCB material. Studies have shown that a temperature raise of about 30K cause evaporations which are 8-times as much as with standard temperatures for Sn/Pb solder paste. A highly efficient flux-management system with process gas cleaning is therefore required, especially in three-shift operations, to ensure that those vapors do not condense within the reflow soldering equipment or – which is even worse – at the soldered boards.
Seho’s FDS reflow systems feature a special-engineered four-stage flux-management system. Depending on the throughput and process, maintenance cycles of 6 months may be realized. This compares favorably to other ovens in which the condensate residues in the process area must still be removed at least on a weekly basis. A special feature of this system is that it does not require any filters, since they may gradually clog and thus cease to function effectively. The FDS systems, however, always ensure a uniform reflow process.
The FDS process-gas cleaning principle uses physical laws of the flow condensate properties, removing it in a controlled manner from the process chamber, and collecting in polypropylene bottles. They may then be environment-friendly disposed with the condensate. In the first, respectively last stage, the condensed vapors are collected from the multi-functional tunnels at the in-feed and exit of the machines. In the second stage (cleaning in the heating zone), the contaminated gas is drawn off upstream of the peak zone. It is passed by a condensate trap, cleaned and reentered in the pre-heating area and the peak zone. The third stage of the flux management is integrated in the cooling zone. It is designed according to similar physical principles of cleaning as in the heating zone. This means that this process uses the flow properties of the condensate, too. Therefore, the cooling module does not need to be cleaned often.
Much higher peak temperatures (235°C to perhaps even 260°C) will take their toll on equipment designed for much lower temperatures. Even today, there are reflow systems that regularly need preventive maintenance. Their bearings and their motors are the main cause of failure. If temperatures are raised another 20 or even 40K, the consequences are obvious.
Efficiency of heat transfer will be another characteristic for reflow equipment under Pb-free manufacturing conditions. As a rule: the lower the set oven temperatures, the lower the stress upon the material and the lower the oxidation rate. Every 10K of nominal temperature increase cause a doubling of reaction rate. The target therefore must be to optimize heat transmission in order to keep the nominal oven temperature as low as possible.
Convection as heat transfer method must be optimized in order to allow short heat-up and dwell times (otherwise the equipment has to run slower – a loss of productivity – or the oven has to become longer), and homogeneous temperature increases. Fast laminar gas flow is, from the point of view of physics, one of the possible solutions. However, in application it fails, as it will dislodge components due to drag force factors acting on the component. Hence the other alternative: gas turbulence must be created at least on the board level. A high level of such turbulence can only be achieved with proper system design measures.
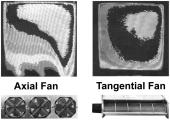
Figure 2 shows the thermographs of axial fans and tangential fans. In case of axial fans, there are peaks obvious, which means there is no homogeneous gas flow, whereas the tangential fan heats much more evenly and efficiently. Moreover, properly designed board-level-turbulence created with tangential fans will eliminate the feared dislocation of components by reducing drag-force factors.
The FDS systems feature tangential fans. Thus, they heat the assembly with the components homogeneously and gently and allow low nominal temperatures. Of special advantage is the tangential blower’s lateral position, which distributes the process gases uniformly across the total conveyor width. All heat-sensitive machine parts such as motors, bearings, etc. are located outside the hot zone. This arrangement achieves a substantialreduction of heating-stress, compared to axialsystems (where blowers are vertically positioned), and thus subsequently adds a longer service life.
Furthermore, the FDS systems embrace slotted nozzles (figure 3), not only in the soldering zone but also in the entire pre-heating area. The special nozzle design creates a highly turbulent condition on the assembly’s surface. This deliberately created gas turbulence on the board (board-level-turbulence) has the advantage that drag forces encountered by laminar flow are effectively neutralized and excludes shadowing effects. All this creates a homogeneous temperature distribution over the whole process width and results in a necessary low DELTAt over the whole assembly.
Reflow soldering systems with double peak area also show better results when looking at low DELTAt. With these systems, the second peak is set at an approximately 25K lower temperature relative to the first peak. So, small components are heated to maximum temperature already in the first peak zone, at the second peak they are kept steady at that temperature. However, a higher mass component will be heated further in the second peak-zone – due to its lag-time. This results in an extremely small DELTAt that is important to be achieved since the process window is very small when processing Pb-free solder alloys.
When a temperature profile was established, using an FDS reflow oven with double peak, it showed the minimum deviation between set temperatures and the temperatures measured at, respectively, underneath the components – resulting from an efficient energy transfer. The Dt between the largest mass component and the surface of the board is thus reduced to a minimum. At the same time, the low-set temperature reduces the oxidation rate and heat stress on components and the PCB material, consequently producing superb soldering results.
As we can see, soldering without lead is entirely possible – however, there is a price to pay. A user should always give special attention to the throughput demands, the maintenance requirements of a reflow system and especially to the heat-transfer method. It is recommendable to use nitrogen when soldering lead-free assemblies. The higher oxidation rate, due to elevated temperatures, will thus be „offset“. Soldering defects such as bridging, tombstoning, etc. will be reduced to a minimum. To avoid increased operational overheads, an outstandingly efficient nitrogen technology is prerequisite. Highly advanced oven technology offers users a stable reflow process as well as cost reduction and – above all – helps to improve the quality of products when processing Pb-free solders.
ZUSAMMENFASSUNG
Im Übergang zur bleifreien Fertigung muß natürlich auch die Lötofentechnik mithalten. Neben der Auslegung für höhere Temperaturen (circa + 40K) im Vergleich zu Blei-Zinn, kommt auch effizienten Filtersystemen, in denen die Ausgasungsprodukte aus Leiterplatte und Lotpaste kondensieren, sehr hohe Bedeutung zu.
RÉSUMÉ
Dans la perspective du passage à une fabrication sans plomb, il faut bien sûr que la technique des fours à braser suive. Outre la conception en fonction de températures supérieures (+ 40K environ) par rapport à la soudure plomb-étain, il sera très important de disposer de systèmes de filtration efficaces, dans lesquels se condensent les gaz libérés par les cartes imprimées et les pâtes à braser.
SOMMARIO
Naturalmente anche la tecnologia delle saldature deve stare al passo con il passaggio alla produzione senza piombo. Oltre alla concezione per maggiori temperature (circa + 40K) nel paragone piombo/stagno, anche i sistemi di filtrazione più efficaci, in cui si condensano i prodotti di partenza circuito stampato e pasta per saldare. oggigiorno hanno acquisito un elevato significato.
Share:








{kind=link}